undefined
Distillation Columns & Units
61 products available
𝗪𝗵𝗮𝘁 𝗮𝗿𝗲 𝗗𝗶𝘀𝘁𝗶𝗹𝗹𝗮𝘁𝗶𝗼𝗻 𝗖𝗼𝗹𝘂𝗺𝗻𝘀 & 𝗨𝗻𝗶𝘁𝘀?
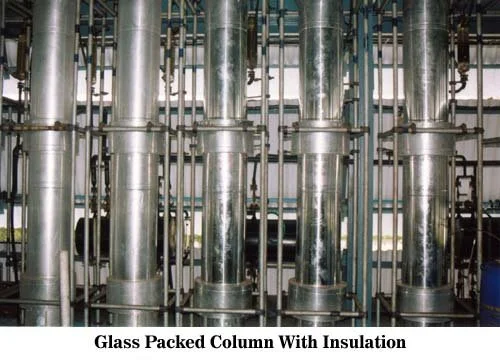
Distillation columns and units are essential equipment used in the industrial separation process. They operate on the principle of vaporization and condensation to separate mixtures based on differences in boiling points. A distillation column is typically a vertical vessel containing packing material or trays that enhance contact between vapor and liquid phases, facilitating efficient separation. These units can vary in size and complexity, ranging from small laboratory setups to large-scale industrial systems.
These systems find primary applications in various sectors, including petrochemicals, pharmaceuticals, food and beverage, and environmental services. In these industries, distillation is employed to purify liquids, recover solvents, and separate valuable components from mixtures. As businesses strive for efficiency and purity in their processes, the demand for advanced distillation columns and units continues to grow. The market is characterized by technological advancements, with manufacturers focusing on improving energy efficiency and reducing operational costs.
𝗞𝗲𝘆 𝗙𝗲𝗮𝘁𝘂𝗿𝗲𝘀 𝗮𝗻𝗱 𝗦𝗽𝗲𝗰𝗶𝗳𝗶𝗰𝗮𝘁𝗶𝗼𝗻𝘀
Distillation columns and units come with a range of features that enhance their performance and applicability. Understanding these specifications is crucial for selecting the right unit for specific industrial needs.
Key specifications include:
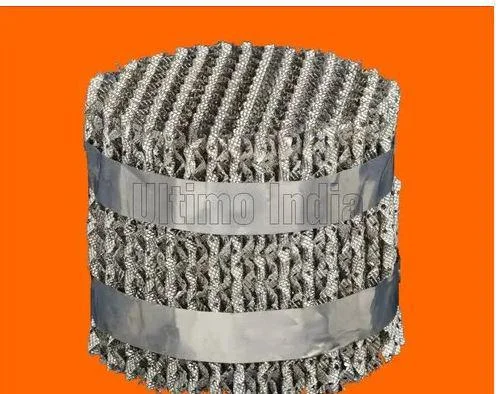
1. Column Design
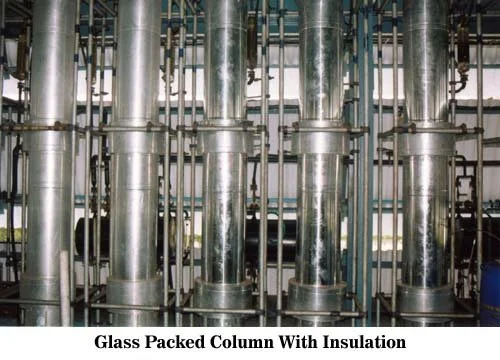
- Types include packed columns and tray columns
- Designed for optimal mass transfer and separation efficiency
2. Capacity
- Available in various sizes to accommodate different throughput requirements
- Ranges from small laboratory models to large industrial units
3. Material of Construction
- Common materials include stainless steel and carbon steel
- Chosen based on chemical compatibility and operational conditions
4. Operating Temperature
- Units designed to operate at varying temperature ranges
- Ensures flexibility for different processes
5. Pressure Rating
- Capable of operating under vacuum or high-pressure conditions
- Important for specific separation processes
6. Efficiency Rating
- Measured by the number of theoretical plates or height equivalent to a theoretical plate (HETP)
- Determines separation performance
7. Control Systems
- Advanced systems for monitoring and controlling temperature, pressure, and flow rates
- Enhances operational efficiency and safety
8. Safety Features
- Includes pressure relief valves and emergency shutdown systems
- Ensures safe operation in industrial environments
In summary, understanding the features and specifications of distillation columns and units is vital for optimizing their use in various applications.
𝗖𝗼𝗺𝗺𝗼𝗻 𝗔𝗽𝗽𝗹𝗶𝗰𝗮𝘁𝗶𝗼𝗻𝘀 𝗮𝗻𝗱 𝗨𝘀𝗲 𝗖𝗮𝘀𝗲𝘀
Distillation columns and units are utilized across multiple industries, each with unique needs and applications.
1. Petrochemical Industry: These columns are used for separating hydrocarbons in oil refineries, facilitating the production of gasoline, diesel, and other fuels.
2. Pharmaceutical Industry: Distillation is employed to purify solvents and separate active pharmaceutical ingredients from impurities.
3. Food and Beverage Industry: In this sector, distillation is used to produce alcohol, extract flavors, and purify water.
4. Chemical Manufacturing: Distillation units help in separating and purifying chemicals for various processes, ensuring product quality.
5. Environmental Services: These systems are used to treat wastewater and recover solvents, aiding in pollution control efforts.
6. Biotechnology: Distillation is applied in the purification of biological products, ensuring high purity levels for research and development.
7. Research and Development: Small-scale distillation columns are essential in laboratories for testing and refining chemical processes.
𝗣𝗿𝗼𝗱𝘂𝗰𝘁 𝗩𝗮𝗿𝗶𝗮𝗻𝘁𝘀 𝗮𝗻𝗱 𝗦𝘂𝗯𝗰𝗮𝘁𝗲𝗴𝗼𝗿𝗶𝗲𝘀
Distillation columns and units come in various types to meet specific industrial needs. Although specific subcategories are not available, here are some notable variants.
Continuous Distillation Units: These units operate continuously, allowing for uninterrupted processing. They are suitable for large-scale operations where constant feed and product withdrawal are required.
Batch Distillation Units: Designed for smaller quantities, batch distillation units allow for flexibility in processing different mixtures. They are ideal for applications where varied product requirements exist.
Fractional Distillation Columns: These columns are specifically designed for separating mixtures into their component parts based on different boiling points. They are widely used in the petrochemical and chemical industries.
𝗕𝗲𝗻𝗲𝗳𝗶𝘁𝘀 𝗮𝗻𝗱 𝗔𝗱𝘃𝗮𝗻𝘁𝗮𝗴𝗲𝘀
Investing in distillation columns and units offers numerous advantages for industrial operations.
1. High Efficiency: These units provide effective separation of components, ensuring high purity levels in the final products.
2. Cost-Effective: Enhanced operational efficiencies can lead to significant cost savings in terms of energy and material usage.
3. Versatility: Distillation columns can be tailored to handle various mixtures, making them suitable for diverse applications.
4. Automation Potential: Advanced control systems enable automation, reducing manual intervention and improving process reliability.
5. Environmental Compliance: Efficient distillation processes can help industries meet regulatory requirements by minimizing waste and emissions.
6. Scalability: Units can be designed to scale according to production needs, from small laboratory setups to large industrial systems.
𝗕𝘂𝘆𝗶𝗻𝗴 𝗚𝘂𝗶𝗱𝗲 𝗳𝗼𝗿 𝗕𝟮𝗕 𝗕𝘂𝘆𝗲𝗿𝘀
When sourcing distillation columns and units, it is essential to consider several key factors to ensure an informed purchase.
1. Quality Assessment: Evaluate the manufacturing quality and materials used in the construction of the unit. Look for certifications and compliance with industry standards.
2. Supplier Verification: Vet potential suppliers by checking their reputation, previous projects, and customer feedback to ensure reliability.
3. Pricing and MOQ: Understand the pricing structure and minimum order quantities to align with your budget and operational needs.
4. Delivery and Lead Times: Confirm the supplier's ability to meet your delivery requirements and the expected lead times for production and shipping.
5. Compliance Requirements: Ensure that the distillation columns meet all necessary regulatory and safety standards specific to your industry.
𝗖𝗼𝗺𝗽𝗹𝗶𝗮𝗻𝗰𝗲 𝗮𝗻𝗱 𝗖𝗲𝗿𝘁𝗶𝗳𝗶𝗰𝗮𝘁𝗶𝗼𝗻𝘀
Compliance and certifications are crucial in ensuring the quality and safety of distillation columns and units. Key quality standards include ISO 9001, which focuses on quality management systems, and HACCP, which is critical in food and beverage applications.
Many distillation units also hold CE certification, indicating compliance with European safety standards. This is important for manufacturers aiming to access European markets.
Safety and testing requirements often involve thorough evaluations of the equipment to ensure it can operate safely under specified conditions. Additionally, regional compliance considerations may vary, so it is essential to be aware of local regulations that may impact the design and operation of these units.
𝗪𝗵𝘆 𝗦𝗼𝘂𝗿𝗰𝗲 𝗗𝗶𝘀𝘁𝗶𝗹𝗹𝗮𝘁𝗶𝗼𝗻 𝗖𝗼𝗹𝘂𝗺𝗻𝘀 & 𝗨𝗻𝗶𝘁𝘀 𝗳𝗿𝗼𝗺 𝗣𝗲𝗽𝗮𝗴𝗼𝗿𝗮?
Pepagora provides an excellent platform for sourcing distillation columns and units, offering several key advantages for B2B buyers.
Verified Supplier Network: Pepagora ensures that all suppliers in its network have been thoroughly vetted for credibility and reliability. This gives buyers confidence in the quality of the products offered.
Streamlined RFQ Process: The request for quotation (RFQ) system simplifies the procurement process. Buyers can easily compare prices and specifications from multiple suppliers, saving time and effort.
Trade Assurance and Support: Pepagora offers buyer protection services, ensuring that transactions are secure and that buyers receive the products as promised. This support minimizes risks associated with purchasing industrial equipment.
Regional Coverage: With a strong presence in India, the GCC, and Southeast Asia, Pepagora connects buyers with local and regional suppliers, enhancing accessibility and reducing shipping times. This geographic reach benefits businesses looking for timely and efficient sourcing solutions.
Newly Added

































Recently Added
Asha Scientific Company
Premium Quartz Distillation Units For High Purity Water In Labs And Industries
Laboratory Supplies Metalware Porcelainware Plasticware Tools
Industrial PTFE Products High Temperature Resistance Chemical Inertness
Askib Engineers Private Limited
Industrial Brinell Microscope 25X Magnification 0.01mm LC NABL Certified
NABL Certified Rubber Bellows for Hardness Testers 8 Inch 12 Inch
NABL Certified Steel Ball Indentors For Rockwell Brinell Hardness Testers
Hi-Tech Equipments Company
Educational & Industrial OEM Spectrometer for Accurate Measurement & Analysis
Premium Dissection Kit OEM Supply Standard New Durable Educational Medical
Reliable OEM LCD Projectors For Education And Business Presentations
Anmol Pharma Equipments
Industrial Conveyors For Material Handling: Durable & Efficient
Automated CIP Vessel Systems For Tanks, Mixers, Blenders & IBC Bins
Industrial Filling Vessels For Precise Liquid Dispensing In Pharma
Joel Enterprises (India)
Industrial High Speed Sterilizer 121C 134C for Hospitals Labs
Industrial Medical High Pressure Sterilizer Stainless Steel Steam
Industrial Vertical Autoclave High Vacuum Microprocessor Control Automated Sterilization
Yogi Structured Packings & Engineering
Industrial Mass Transfer High Efficiency Sheet Metal Structured Packing SS 304 316 316L
Industrial Mass Transfer High Efficiency Sheet Metal Structured Packing SS 304/316/316L
Industrial Raw Materials Vane Pack For Manufacturing Applications
Pranava Lab Solutions Pvt Ltd
Professional StereoZoom Microscope For Electronics, Medical & Education
Compact Mini Electrophoresis System for DNA RNA Analysis in Labs
Premium Lab Fume Hoods for Safe Chemical Handling and Ventilation
Pharmac Technologies Pvt Ltd
Industrial Solvent Extraction Unit 25 Liters For Food Pharma
Herbal Extraction Plants With Integrated Lab For Pharma Nutraceutical Cosmetic
Industrial Essential Oil Extraction Systems For Pharmaceutical Perfumery Herbal Food
Praj Industries Ltd
Industrial Engineering Design Services ASME CE DIN Compliant
Industrial Bioprocessing High Efficiency Fermentation Systems For Biofuels
Industrial Biofuel Production High Purity Anhydrous Ethanol Dehydration System
Reliance Instruments Corporation
Lab Bench Top Autoclave SS316 Chamber Micro Controller Real Time Alarms
Industrial Vertical Autoclave SS 316 Chamber High Efficiency Sterilization
Horizontal Cylindrical Autoclave SS 316 Chamber 121 131C 1.2 2.1 Kg/cm
Why Businesses Trust Pepagora
Thousands of companies trust Pepagora to source smarter and sell faster
Expand Your Sales Globally
25000+Products listed.Get discovered by global buyers
Tools to boost visibility
Build your own catalog

Source Smarter,Grow Faster
4000+Active RFQs
100+ Countries served
Easy Sourcing Tools
