undefined
Belt Conveyors (Flat, Inclined)
377 products available
What are Belt Conveyors (Flat, Inclined)?
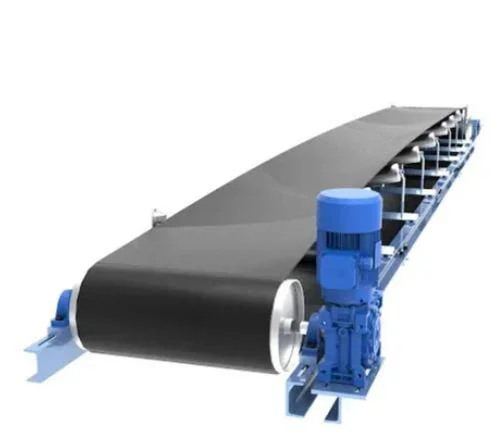
Belt conveyors are essential mechanical devices used to transport materials from one location to another within various industrial settings. These conveyors utilize a continuous belt that is looped over pulleys, allowing for the efficient movement of goods across both flat and inclined surfaces. The design of belt conveyors can vary significantly based on the application requirements, making them adaptable to a wide range of operational needs.
Primarily, belt conveyors are utilized in manufacturing, distribution, and warehousing sectors. They provide a reliable means of moving products or raw materials, enhancing productivity and reducing manual handling. Common applications include transporting bulk materials like grain, coal, and aggregates, as well as finished products in assembly lines. The relevance of belt conveyors in the industry continues to grow, driven by the increasing demand for automation and efficient material handling solutions.
𝗞𝗲𝘆 𝗙𝗲𝗮𝘁𝘂𝗿𝗲𝘀 𝗮𝗻𝗱 𝗦𝗽𝗲𝗰𝗶𝗳𝗶𝗰𝗮𝘁𝗶𝗼𝗻𝘀
Belt conveyors offer a variety of features that enhance their functionality and efficiency. Understanding these specifications is crucial for selecting the right type for specific needs.
Key specifications include:
1. Conveyor Width
- Common widths range from 18 inches to 60 inches.
- Wider belts are suitable for bulk materials, while narrower ones are used for smaller items.
2. Load Capacity
- Load capacities can range from 50 lbs to several tons per hour.
- Selection depends on the materials being conveyed and the operating environment.
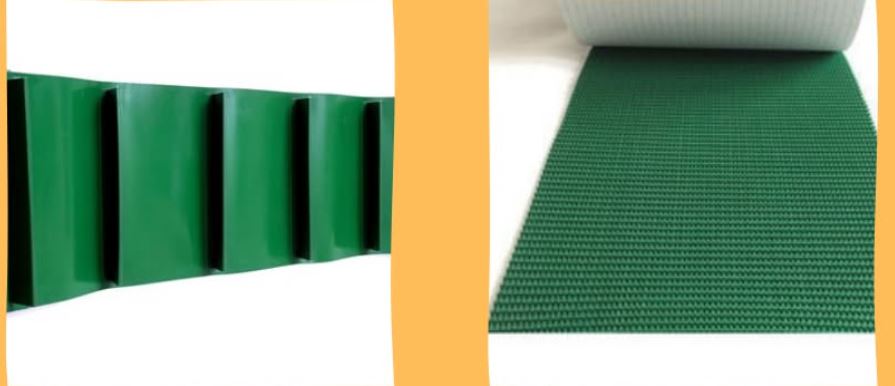
3. Belt Material
- Options include rubber, PVC, and fabric.
- Material choice affects durability and suitability for different applications.
4. Belt Speed
- Typical speeds range from 50 feet per minute to 500 feet per minute.
- Speed can be adjusted based on the material flow requirements.
5. Incline Angle
- Standard incline angles are typically between 15 and 30 degrees.
- Steeper angles require specialized designs to prevent material slippage.
6. Drive Type
- Options include electric, hydraulic, or pneumatic drives.
- The drive type influences maintenance needs and operational efficiency.
7. Length
- Conveyors can range from a few feet to hundreds of feet in length.
- Length selection is based on the specific layout of the facility.
8. Safety Features
- Common safety features include emergency stop buttons and guard rails.
- These features help ensure safe operation in busy environments.
In summary, choosing the right belt conveyor involves understanding these specifications in relation to the specific application demands.
𝗖𝗼𝗺𝗺𝗼𝗻 𝗔𝗽𝗽𝗹𝗶𝗰𝗮𝘁𝗶𝗼𝗻𝘀 𝗮𝗻𝗱 𝗨𝘀𝗲 𝗖𝗮𝘀𝗲𝘀
Belt conveyors are widely used across various industries for efficient material handling.
1. Mining: In mining operations, belt conveyors transport minerals and ores from extraction sites to processing plants. They enhance productivity and reduce manual labor in challenging environments.
2. Food Processing: In the food industry, belt conveyors are used for transporting packaged goods or raw ingredients. They are designed to meet hygiene standards and can withstand cleaning processes.
3. Manufacturing: In manufacturing facilities, belt conveyors facilitate the movement of components along assembly lines, ensuring a smooth workflow and reducing bottlenecks.
4. Warehousing: In warehouse operations, belt conveyors help automate the sorting and distribution of products, improving order fulfillment times and efficiency.
5. Construction: For construction projects, these conveyors move heavy materials like sand, gravel, and concrete. They are essential for managing site logistics.
6. Recycling: In recycling plants, belt conveyors transport sorted materials through various processing stages, aiding in efficient waste management.
7. Agriculture: In agricultural settings, belt conveyors are used for moving grains, seeds, and fertilizers, streamlining the handling process.
𝗣𝗿𝗼𝗱𝘂𝗰𝘁 𝗩𝗮𝗿𝗶𝗮𝗻𝘁𝘀 𝗮𝗻𝗱 𝗦𝘂𝗯𝗰𝗮𝘁𝗲𝗴𝗼𝗿𝗶𝗲𝘀
Belt conveyors come in various types to cater to specific operational needs. Each variant has unique features suited for different applications.
Flat Belt Conveyors: These conveyors have a flat surface and are ideal for transporting light to medium-weight products in horizontal layouts. They are commonly used in assembly lines and packaging operations.
Inclined Belt Conveyors: Designed to transport materials at an angle, inclined belt conveyors are perfect for moving goods between different height levels. They are widely used in bulk material handling and logistics.
𝗕𝗲𝗻𝗲𝗳𝗶𝘁𝘀 𝗮𝗻𝗱 𝗔𝗱𝘃𝗮𝗻𝘁𝗮𝗴𝗲𝘀
Belt conveyors provide numerous advantages that can significantly enhance operational efficiency.
1. Increased Efficiency: Belt conveyors automate the material handling process, reducing manual labor and increasing throughput.
2. Versatility: They can handle a wide range of materials, from light packages to heavy bulk items, making them suitable for various applications.
3. Cost-Effective: Over time, the use of belt conveyors can lower labor costs and improve productivity, leading to significant savings.
4. Reduced Risk of Injury: By minimizing manual handling, belt conveyors help reduce workplace injuries related to lifting and transporting heavy items.
5. Customization: Many belt conveyors can be customized in terms of length, width, and materials to fit specific operational needs.
6. Low Maintenance: Modern belt conveyors are designed for durability and require minimal maintenance, resulting in lower operational costs.
𝗕𝘂𝘆𝗶𝗻𝗴 𝗚𝘂𝗶𝗱𝗲 𝗳𝗼𝗿 𝗕𝟮𝗕 𝗕𝘂𝘆𝗲𝗿𝘀
When sourcing Belt Conveyors (Flat, Inclined), several factors should be considered to ensure the best purchase.
1. Quality Assessment: Evaluate the quality of materials and construction. Look for conveyors that meet industry standards to ensure longevity and reliability.
2. Supplier Verification: Vet potential suppliers by checking their credentials, customer reviews, and track record in the industry. A reputable supplier will provide quality products and support.
3. Pricing and MOQ: Understand the pricing structure and minimum order quantities. Compare costs among suppliers to find a competitive price while considering the quality offered.
4. Delivery and Lead Times: Discuss delivery schedules and lead times with suppliers. Ensure that they can meet your operational timelines to avoid disruptions.
5. Compliance Requirements: Verify that the conveyors meet relevant regulatory and safety standards. This includes certifications such as CE and compliance with local regulations.
𝗖𝗼𝗺𝗽𝗹𝗶𝗮𝗻𝗰𝗲 𝗮𝗻𝗱 𝗖𝗲𝗿𝘁𝗶𝗳𝗶𝗰𝗮𝘁𝗶𝗼𝗻𝘀
Compliance with quality standards is essential for ensuring the safety and reliability of belt conveyors. Relevant standards include ISO 9001, which outlines quality management systems. Additionally, HACCP guidelines may apply in food processing environments, ensuring that food safety is maintained throughout the conveyor system.
Industry certifications, such as CE, indicate that the equipment meets European safety and environmental requirements. Safety and testing requirements include thorough assessments of materials and operational safety features to minimize risks during operation.
Regional compliance considerations may vary, so it is important to understand local regulations and ensure that the conveyor systems are compliant to avoid legal issues and ensure operational efficiency.
Why Source Belt Conveyors (Flat, Inclined) from Pepagora?
Pepagora offers a reliable platform for sourcing Belt Conveyors (Flat, Inclined), providing several key advantages for B2B buyers.
Verified Supplier Network: Pepagora has a robust network of verified suppliers, ensuring that buyers have access to quality products. The platform conducts thorough evaluations to maintain supplier credibility.
Streamlined RFQ Process: The Request for Quotation (RFQ) process on Pepagora is designed to be user-friendly. Buyers can easily submit their requirements and receive competitive quotes from multiple suppliers, simplifying the decision-making process.
Trade Assurance and Support: Pepagora prioritizes buyer protection, offering trade assurance to safeguard transactions. Additionally, dedicated support is available to assist buyers throughout the sourcing process.
Regional Coverage: With a strong presence in India, the GCC, and Southeast Asia, Pepagora provides extensive regional coverage. This geographic reach enables buyers to connect with local suppliers, facilitating faster delivery and support.
Newly Added



































Recently Added
Jai Vinayak Enterprises
Industrial Heavy Duty Bucket Elevators For Bulk Material Transport
Industrial Heavy Duty Slat Conveyor For Material Handling
Industrial Printing Drum Rollers Corrosion Resistant Durable
Padmanaban Engineering Industries
Industrial Rotary Siever For Material Grading And Separation
Premium Tube Conveyor Systems For Hygienic Material Handling
Heavy Duty Bucket Elevator For Vertical Material Handling High Capacity
Konark Industries
Reddler Inclined Screw Conveyor For Meat Trolleys Bulk Materials
Industrial Belt Conveyors For Cement Coal Food Sand Gravel
Industrial Stainless Steel Washer Conveyor For Salt Plants SS 304/316/316L
Pre Tech Engineering
Stainless Steel Food Processing Machine Easy Maintenance Low Power
Industrial Soya Plant Machine For Food Processing Production
Soya Lecithin Plant for Food Processing with High Purity Extraction
Kalyan Industries
Heavy Duty CNC Spindleless Line With Inbuilt Clipper For Automated Log Transport
Industrial CNC Spindleless Line Machine For Precision Woodworking Automation
Heavy Duty Industrial Conveyor For Log Transportation In Forestry
Omega Equipment And Projects
Industrial Cleated Belt Conveyors For High Incline Material Handling
Steep Angle Sidewall Cleated Conveyor For Bulk Material Transport
Heavy Duty Roller Conveyors For Logistics And Manufacturing
Merger System
Heavy Duty Belt Conveyor Systems 300mm BW Up To 100 TPH
Industrial Screw Conveyors For Bulk Material Handling In Agriculture And Construction
Premium Conveyor Idlers For Bulk Material Handling Systems
Meck Fabrication
Industrial Recovery Dust Collector High Quality Durable Filtration System
Industrial Material Handling Meck Conveyers Superior Durable Reliable
Industrial Oven Powder Coating System Durable Reliable Meck Brand
M S International Corporation
Industrial Auger Filler Machine For Powders Granules High Precision
Premium Food Grade Screw Conveyor For Hygienic Spice Powder Transfer
Heavy Duty Screw Conveyor For Bulk Material Handling In Food Processing
Guru Nanak Engineering Works
Industrial Food Extrusion Machine Heavy Duty High Output Processing
Industrial Dry Fruit Roaster Machine Low Fuel High Capacity
Industrial Conveyor Belt 1 HP AC Motor 15'x3'x3.5' 250 kg Capacity
Why Businesses Trust Pepagora
Thousands of companies trust Pepagora to source smarter and sell faster
Expand Your Sales Globally
25000+Products listed.Get discovered by global buyers
Tools to boost visibility
Build your own catalog

Source Smarter,Grow Faster
4000+Active RFQs
100+ Countries served
Easy Sourcing Tools
