undefined

Similar Products




Description
Industrial vibrating screens represent precision engineering for high-capacity particle separation in demanding production environments. These machines utilize controlled vibration...
Industrial vibrating screens represent precision engineering for high-capacity particle separation in demanding production environments. These machines utilize controlled vibration to efficiently sort and classify materials by size, ensuring consistent output quality and operational reliability. Designed for both standalone operation and integrated multi-unit installations, they are built in various sizes to meet diverse production demands across industries. Their compatibility with existing screening systems allows for straightforward upgrades and expansions, providing essential flexibility for growing operations. With adaptable features that handle different material types and processing conditions, these screens deliver dependable performance where throughput and accuracy are non-negotiable. These screening solutions serve critical functions across multiple industrial sectors. In mining and mineral processing, they separate and grade ores, coal, and aggregates with precision that directly impacts downstream processing efficiency. The construction and aggregates industry relies on them for grading sand, gravel, and crushed stone to exact specification requirements. Chemical and pharmaceutical manufacturers utilize these screens for precise powder and granule classification to ensure product purity and batch consistency. Food processors depend on them to handle grains, spices, and bulk materials while maintaining strict hygiene standards. Their versatility extends to recycling operations, where they efficiently sort plastics, metals, and other materials, supporting sustainable waste management and material recovery practices. The business value of these vibrating screens lies in their ability to enhance operational efficiency while reducing long-term maintenance costs. Their robust construction minimizes unplanned downtime, while features designed for low maintenance per ton of material handled optimize total cost of ownership. The reliability built into every component ensures consistent performance under harsh conditions, providing a trusted solution that maximizes return on investment. Built with abrasion-resistant materials that withstand demanding environments, these screens offer durability that translates to years of dependable service. This combination of efficiency, reliability, and durability makes them a strategic investment for businesses aiming to improve productivity and maintain competitive advantage in their respective markets. Key Features: - High-capacity design engineered for efficient large-volume screening and precise particle separation. - Durable construction using abrasion-resistant materials like spring steel and polyurethane for extended service life. - Seamless compatibility with existing screening systems for straightforward integration into current operations. - Adaptable configuration options including variable angling to optimize performance for specific materials. - Robust vibration mechanism designed for consistent operation in demanding production environments. Benefits: - Enhanced operational efficiency through precise particle separation that improves downstream processing quality. - Reduced maintenance requirements and minimized downtime due to durable construction and reliable components. - Flexible integration into existing facilities without requiring extensive modifications or production interruptions. - Consistent performance across various material types and processing conditions ensuring reliable output quality. - Long-term value through durable construction that withstands harsh industrial environments and abrasive materials.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
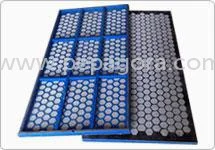
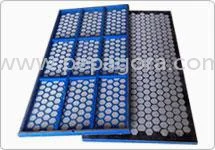
Application
Industrial vibrating screens are engineered for high-volume particle separation across demanding production environments. They efficiently classify materials by size through vibration, ensuring consistent output quality and maximizing throughput for continuous operations. Their robust construction handles abrasive materials while maintaining precise screening accuracy, reducing downtime and supporting heavy-duty processing cycles in various sectors. These screens adapt seamlessly to both wet and dry applications, fitting into new installations or existing plant upgrades. With features like variable angling and compatibility with diverse material types, they deliver reliable performance where precision and durability are critical. Their design focuses on operational efficiency, making them essential for industries that require consistent material grading and separation at scale. - Mining and mineral processing: Sorting and grading crushed ores, coal, and aggregates by precise particle size for downstream processing. - Chemical and pharmaceutical manufacturing: Ensuring product purity by accurately classifying powders, granules, and raw materials to meet strict quality standards. - Food processing industry: Separating grains, spices, and bulk food materials to maintain hygiene and consistent product quality throughout production. - Recycling and waste management: Efficiently sorting shredded plastics, metals, and materials to improve recovery rates and recycling efficiency. - Construction and aggregates: Grading sand, gravel, and crushed stone to exact specification requirements for building materials and infrastructure projects.
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Durga Metal Profiles, Karnataka
 Karnataka, India
Karnataka, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
Industrial Vibrating Screens High Capacity Particle Separation Durable
High-capacity industrial vibrating screens provide precise particle separation for demanding production. Trusted for reliability, seamless integration, and durable performance in mining, aggregates, and processing industries.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Durga Metal Profiles Karnataka, India
Karnataka, India
Industrial Equipment & MachineryManufacturer




