undefined

Similar Products




Description
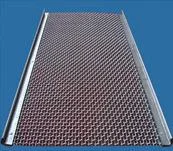
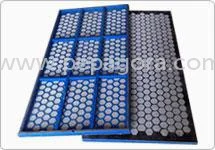
Our heavy duty vibrating screens represent industrial-grade equipment designed for reliable material separation and sizing in the most demanding operational environments. Engineere...
Our heavy duty vibrating screens represent industrial-grade equipment designed for reliable material separation and sizing in the most demanding operational environments. Engineered with precision vibration mechanisms and durable construction, these screens deliver consistent performance when processing everything from fine powders to large aggregates. Built to withstand continuous heavy-duty use with minimal maintenance requirements, they provide a dependable solution for operations that cannot afford unexpected downtime. The focus on superior screening accuracy ensures materials are correctly classified according to specification, directly impacting the quality and consistency of your final product. These vibrating screens serve as critical components in core industries where material processing is fundamental. In mining and mineral processing, they are indispensable for grading ores and separating valuable minerals from waste rock, directly influencing processing plant efficiency and yield. The construction and aggregates industry relies on them to produce precisely sized stone, sand, and gravel that meet strict project specifications for concrete and asphalt. Recycling facilities utilize their sorting capabilities to efficiently recover metals, plastics, and other materials from complex waste streams, turning refuse into revenue. Their application extends to chemical production for dewatering and to agriculture for product classification, demonstrating broad utility across the industrial landscape. The business value of investing in these heavy duty vibrating screens is clear: they enhance productivity, reduce operational costs, and protect your bottom line. Their robust build quality and reliable performance translate directly into less unplanned downtime and lower long-term maintenance expenses, offering a strong return on investment. The precise screening capability improves the quality and uniformity of your output, which can command better market prices and reduce waste. For businesses looking to scale operations or improve existing processes, these screens provide a foundation of operational reliability and efficiency. They are a strategic asset for any serious operation focused on maximizing throughput, ensuring product consistency, and maintaining a competitive edge in material-intensive industries. Key Features: - Heavy-duty construction using wear-resistant materials for extended service life in abrasive environments. - Precision-engineered vibration system ensures consistent, efficient material separation and high screening accuracy. - Designed for both wet and dry processing applications, providing operational flexibility. - Robust deck and screen mesh configurations built to handle high-capacity material loads. - Engineered for reliability with a focus on minimizing maintenance needs and simplifying service access. Benefits: - Increases operational throughput and productivity through efficient, reliable material separation. - Reduces long-term operating costs via durable construction that minimizes downtime and repair expenses. - Enhances final product quality and consistency with superior screening accuracy and control. - Provides a dependable, long-lasting solution that withstands the rigors of continuous heavy-duty use. - Delivers a strong return on investment by improving process efficiency and reducing material waste.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Heavy duty vibrating screens are engineered for precise material separation and sizing across demanding industrial environments. They efficiently process bulk materials, from coarse aggregates to fine minerals, ensuring consistent particle classification and high throughput. Their robust construction withstands abrasive conditions and continuous operation, minimizing downtime and maximizing productivity for material handling systems. These screens offer versatile performance for both wet and dry applications, adapting to various material characteristics and processing requirements. They integrate seamlessly with existing plant equipment like crushers and conveyors, creating efficient production lines. The reliable operation and accurate screening results support quality control and operational efficiency, making them essential for industries that depend on precise material grading and separation. - Separating and sizing crushed stone, gravel, and sand in quarrying and construction aggregate production. - Grading and classifying minerals, ores, and coal in mining and mineral processing operations. - Sorting and recovering valuable materials like metals and plastics in waste management and recycling facilities. - Dewatering and draining liquids from industrial slurries in chemical processing and wastewater treatment plants. - Classifying and sizing materials like fertilizers, grains, and seeds in agricultural and food processing sectors.
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Abhishek Enterprises, Haryana
 Haryana, India
Haryana, India
Industrial Equipment & Machinery•ManufacturerTrading Company
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
Heavy Duty Vibrating Screens For Mining Aggregates Recycling
Heavy duty vibrating screens for mining, aggregates, and recycling industries deliver superior screening accuracy and reliable performance for efficient material separation and sizing in demanding operations.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Abhishek Enterprises Haryana, India
Haryana, India
Industrial Equipment & MachineryManufacturer