undefined

Similar Products








Description
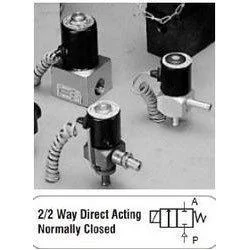
Fluidtecq sugar valves represent precision-engineered solutions specifically designed for the demanding requirements of sugar processing industries. These industrial valves are con...
Fluidtecq sugar valves represent precision-engineered solutions specifically designed for the demanding requirements of sugar processing industries. These industrial valves are constructed to handle the unique challenges posed by sugar-based fluids, including high viscosity, crystallization tendencies, and abrasive particulate content. Unlike standard valves that might fail under such conditions, our sugar valves maintain reliable performance through specialized materials and design features that prevent clogging, corrosion, and wear. The commitment to economical pricing and rapid delivery makes them accessible for various production facilities seeking to optimize their processing efficiency without compromising on quality or reliability. Sugar valves find extensive application across multiple industrial sectors where sugar processing occurs. In sugar refineries, they control the flow of raw sugar solutions, molasses, and intermediate products throughout the evaporation, crystallization, and separation processes. The food and beverage industry utilizes these valves in syrup production, confectionery manufacturing, and beverage mixing operations where precise flow control is critical to product consistency. Pharmaceutical companies employ sugar valves in coating processes for tablets and medicinal preparations. Additionally, these valves serve biofuel production facilities that process sugar-based feedstocks, demonstrating their versatility across industries that require reliable handling of sugar-containing fluids under various temperature and pressure conditions. The business value of Fluidtecq sugar valves extends beyond their immediate functional benefits to encompass significant operational advantages. Their robust construction reduces maintenance requirements and extends service life, resulting in lower total cost of ownership compared to standard valves that might require frequent replacement. The reliability of these valves minimizes production downtime caused by equipment failure, ensuring consistent output quality and meeting production targets. These valves comply with industry standards for food-grade and sanitary applications where required, providing peace of mind for quality-conscious operations. The combination of delivery availability and economical pricing ensures that businesses can implement or upgrade their fluid handling systems without significant capital investment or prolonged waiting periods, making them an intelligent choice for cost-effective operational improvements. Key Features: - Corrosion-resistant materials suitable for sugar processing environments - Specialized design prevents clogging from crystallized sugar - Multiple size options available for different system requirements - Robust sealing mechanisms ensure leak-proof operation - Temperature-resistant construction for heated applications Benefits: - Reduced maintenance requirements and extended service life - Minimized production downtime from equipment failure - Lower total cost of ownership compared to standard valves - Consistent performance in demanding processing conditions - Compliance with industry standards for quality assurance
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Fluidtecq sugar valves deliver precise flow control in sugar processing plants, handling syrups, molasses, and crystallized mixtures with robust construction that withstands high-viscosity fluids and abrasive particles. These valves maintain consistent operation from extraction to packaging stages, ensuring reliable performance in demanding industrial environments where contamination prevention and operational efficiency are critical. Beyond sugar refining, these valves serve multiple industries requiring sanitary flow control including food processing, beverage manufacturing, and pharmaceutical applications. Their durable design handles varying pressure ratings and temperature ranges while providing versatile solutions for different fluid handling systems where reliability and consistent performance are essential for production quality and operational continuity. - Controlling molasses flow in sugar refinery evaporation systems - Regulating sugar syrup transfer in food production lines - Managing crystallized sugar movement in packaging facilities - Handling abrasive sugar mixtures in industrial mixing operations - Providing precise flow control in pharmaceutical coating applications
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Fluidtecq Pneumatics (P) Ltd, Maharashtra
 Maharashtra, India
Maharashtra, India
Industrial Equipment & Machinery•ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
Industrial Sugar Processing Fluidtecq Valves Durable Flow Control
Fluidtecq sugar valves provide durable flow control for industrial sugar processing with reliable performance, efficient operation, and quick delivery to meet demanding production requirements.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Fluidtecq Pneumatics (P) Ltd Maharashtra, India
Maharashtra, India
Industrial Equipment & MachineryManufacturer