undefined
Similar Products







Description
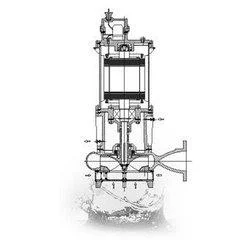
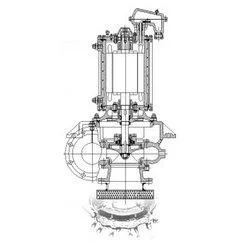
Engineered for performance in the most demanding environments, these industrial submersible pumps are built to deliver reliable water management and dewatering solutions. Operating...
Engineered for performance in the most demanding environments, these industrial submersible pumps are built to deliver reliable water management and dewatering solutions. Operating while fully submerged, they offer a self-priming capability that simplifies setup and enhances operational efficiency. The core design focuses on durability, utilizing corrosion-resistant materials and advanced sealing technology to protect the motor from fluid ingress. This ensures consistent, long-term operation whether handling clear water, mildly abrasive fluids, or operating in deep well applications. The emphasis is on creating a product that works tirelessly, reducing the need for frequent intervention and providing peace of mind for critical operations. These pumps are indispensable assets across a spectrum of heavy-duty industries. In construction, they are the first line of defense against water accumulation, safeguarding foundations and excavation sites. The mining sector relies on their ruggedness for continuous dewatering and handling challenging slurry. Agriculture utilizes them for large-scale irrigation, drawing water from significant depths to support cultivation. Municipalities depend on them for essential services like water supply and sewage management, while manufacturing and industrial plants integrate them into processes requiring reliable coolant and water transfer. Their design addresses the specific hydraulic and durability requirements of each sector. Choosing these pumps translates to tangible business value through operational reliability and cost efficiency. Their robust construction minimizes unplanned downtime, a critical factor in time-sensitive projects like construction and continuous processes like mining. The energy-efficient motor technology directly reduces electricity consumption, lowering ongoing operational expenses. The extended service life, a result of premium materials and engineering, decreases the total cost of ownership by reducing replacement frequency. This reliability ensures that projects stay on schedule and operations run smoothly, protecting your investment and supporting your operational goals with a proven, dependable pumping solution. Key Features: - Fully submersible design for efficient, self-priming operation in deep or confined spaces - Constructed with corrosion-resistant materials for enhanced durability and longevity - Energy-efficient motor technology designed to reduce power consumption - Robust mechanical seals and motor protection to prevent fluid ingress and damage - Engineered for reliable performance with high-head and high-flow capabilities as needed Benefits: - Ensures operational continuity and minimizes costly downtime in critical applications - Lowers long-term operational costs through energy efficiency and reduced maintenance - Provides reliable dewatering and fluid transfer in challenging, abrasive environments - Delivers a long service life with durable construction, offering excellent value - Trusted performance for essential water management in construction, mining, and agriculture
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
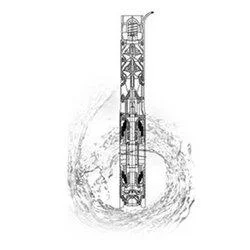
These industrial submersible pumps are engineered for demanding fluid transfer tasks where reliability cannot be compromised. Their fully submersible operation makes them ideal for deep water extraction, continuous drainage, and managing fluids in confined or challenging spaces. The robust design ensures they perform consistently under high pressure and in abrasive conditions, providing a dependable solution for critical water movement needs. From keeping construction sites dry to ensuring agricultural fields are irrigated, these pumps serve vital roles across key sectors. They are essential in mining for dewatering pits and moving slurry, in municipal operations for water supply and treatment, and in various industrial plants for managing process water and coolants. Their versatility and durability make them a core component of infrastructure and operational planning where water control is paramount. - Dewatering construction sites, foundations, and excavations to maintain dry working conditions - Agricultural irrigation systems extracting water from deep wells, boreholes, and reservoirs - Mining operations for removing water from pits and pumping abrasive slurry mixtures - Municipal water supply, sewage transfer, and treatment plant fluid management - Industrial plant applications including coolant circulation and process water transfer
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Chandra Agencies, Uttar Pradesh
 Uttar Pradesh, India
Uttar Pradesh, India
Electronics & Electrical•Trading Company
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
Industrial Submersible Pumps For Water Management And Dewatering
Industrial submersible pumps for reliable water management and dewatering. Built for demanding applications in construction, mining, and agriculture with premium quality and long-term performance.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Chandra Agencies Uttar Pradesh, India
Uttar Pradesh, India
Electronics & ElectricalTrading Company