undefined

Similar Products






Description
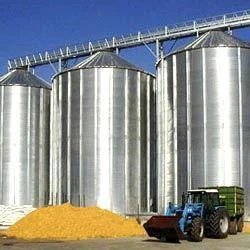
Premium storage silos represent the industry standard for bulk material containment in demanding industrial applications. Engineered for exceptional performance and reliability, th...
Premium storage silos represent the industry standard for bulk material containment in demanding industrial applications. Engineered for exceptional performance and reliability, these silos provide secure storage solutions for tea, grains, powders, and various bulk materials. The custom design approach ensures each silo perfectly matches specific operational requirements while maintaining the highest standards of hygiene and product protection. With robust construction and intelligent design features, these storage systems facilitate smooth material transfer from processing to packaging stages, minimizing product loss and maintaining consistent quality throughout production cycles. These storage silos serve critical functions across multiple industries including food processing, agriculture, pharmaceuticals, and chemical manufacturing. In tea processing facilities, they provide optimal storage conditions that preserve aroma and quality characteristics. Grain storage operations benefit from their contamination-free environment and large capacity capabilities. Flour mills utilize these silos for efficient powder handling, while seed companies rely on them for proper conditioning and storage maintenance. The pharmaceutical and chemical sectors appreciate the hygiene standards and material compatibility that ensure product purity and safety in sensitive manufacturing processes. The business value of these storage silos extends beyond simple containment to deliver tangible operational advantages and cost savings. Their durable construction ensures long-term reliability, reducing replacement costs and minimizing operational downtime. The seamless integration capability allows for quick implementation with existing processing and packing lines, enhancing workflow efficiency without disruptive modifications. The low maintenance design further contributes to cost-effective operation, while the contamination-resistant features protect product quality and reduce material waste, ultimately safeguarding your investment and operational reputation. Key Features: - Customizable shapes and sizes to meet specific operational requirements - Available in stainless steel, mild steel, or aluminium construction materials - Engineered for seamless integration with existing processing equipment - High durability and corrosion-resistant materials for extended service life - Suitable for various bulk solid storage applications across multiple industries Benefits: - Enhanced product protection with contamination-free storage environment - Long-term reliability reducing replacement costs and maintenance requirements - Improved workflow efficiency through seamless processing line integration - Cost-effective operation with low maintenance design and durable construction - Versatile application across multiple industries with consistent performance
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our premium storage silos provide essential bulk material handling solutions for food processing and agricultural operations. They ensure contamination-free storage between production stages while maintaining product quality and integrity throughout the storage cycle. These robust silos handle demanding industrial environments with consistent reliable performance for long-term operational efficiency. Industries relying on our storage solutions include tea processing facilities, grain storage operations, flour milling plants, seed storage companies, and animal feed production units. The silos also serve chemical and pharmaceutical sectors for powder and granule storage where strict hygiene standards and contamination control are critical requirements for successful manufacturing processes and product safety. - Tea storage and processing facilities requiring bulk containment systems - Grain and cereal storage for agricultural operations and distribution - Flour and powder handling in industrial milling operations - Seed storage and conditioning units for agricultural suppliers - Animal feed production and storage for livestock operations
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Shrinath Fabricators, Tamil Nadu
 Tamil Nadu, India
Tamil Nadu, India
Food & Agriculture•ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
Oceania
Eastern Europe
Eastern Asia
Africa
Premium Storage Silos For Tea Grains Bulk Materials SS MS Aluminium
Premium storage silos for tea grains and bulk materials offer custom SS MS Aluminium construction with reliable durable design for seamless integration with processing and packing lines in food agricultural industries.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Shrinath Fabricators Tamil Nadu, India
Tamil Nadu, India
Food & AgricultureManufacturer