undefined

Similar Products







Description
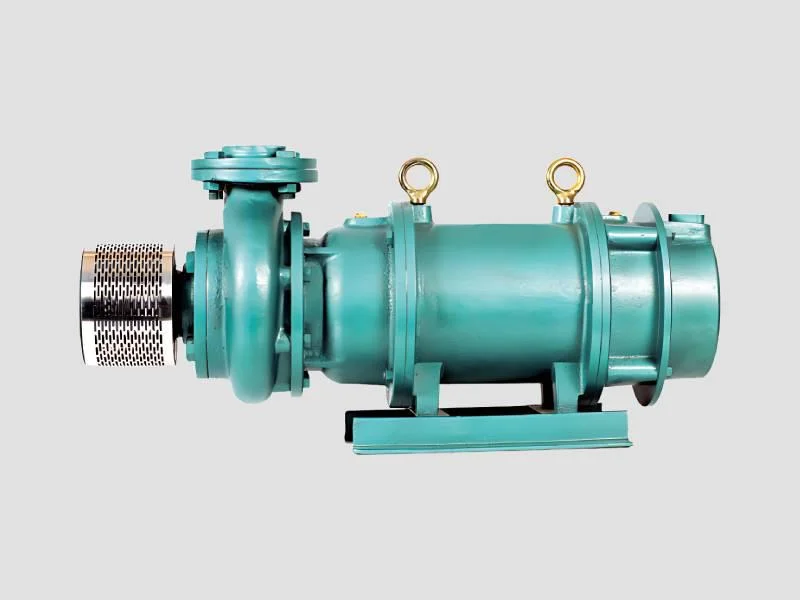
The Stainless Steel Submersible Pump represents engineering excellence in water lifting technology, specifically designed for high head applications where performance reliability c...
The Stainless Steel Submersible Pump represents engineering excellence in water lifting technology, specifically designed for high head applications where performance reliability cannot be compromised. Manufactured using premium 304 or 316 grade stainless steel components, this pump offers superior corrosion resistance and structural integrity that withstands demanding operational conditions. Advanced motor technology ensures efficient energy conversion with minimal heat generation, while precision engineering provides smooth operation with reduced vibration and noise levels. Each unit undergoes rigorous testing for performance validation, pressure tolerance, and durability assessment before leaving the production facility, ensuring consistent quality across all units delivered to customers worldwide. This pump serves critical functions across multiple industries where water management forms an essential part of operations. In agricultural sectors, it enables efficient irrigation systems that maximize crop yields while conserving water resources through precise delivery control. Industrial applications include manufacturing facilities requiring consistent water supply for cooling systems, processing operations, and equipment maintenance. Commercial establishments utilize these pumps for building water supply, fire protection systems, and facility management. The mining industry relies on them for dewatering operations, while municipal water departments employ them for public water distribution networks and reservoir management. Businesses investing in this stainless steel submersible pump gain significant value through reduced operational costs, minimized maintenance requirements, and extended equipment lifespan. The pump's reliability translates to consistent water supply without unexpected interruptions that could disrupt production schedules or service delivery. Its durable construction reduces replacement frequency, while energy-efficient operation lowers electricity consumption over the equipment's lifecycle. Manufacturers provide comprehensive technical support and documentation, ensuring proper installation and optimal performance throughout the pump's service years. The equipment's compatibility with various control systems allows integration into automated water management networks for enhanced operational efficiency. Key Features: - Constructed from premium stainless steel for exceptional corrosion resistance and durability - Specifically engineered for high head water lifting applications with efficient performance - Advanced motor technology ensuring smooth operation with minimal maintenance requirements - Rigorously tested for pressure tolerance, flow consistency, and operational reliability - Suitable for industrial, agricultural, and commercial water management applications Benefits: - Extended service life with reduced maintenance costs and operational downtime - Energy-efficient operation lowering electricity consumption and operational expenses - Reliable performance in demanding conditions ensuring consistent water supply - Versatile application across multiple industries and water management scenarios - Durable construction minimizing replacement frequency and total cost of ownership
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
This stainless steel submersible pump excels in demanding environments where consistent water lifting from significant depths is essential. Its robust construction ensures reliable operation in challenging conditions, making it ideal for operations that cannot afford downtime or equipment failure. The pump's design focuses on maintaining steady water flow even under high pressure requirements, providing dependable service across various demanding scenarios. Industries benefit from this pump's ability to handle clean water, slightly contaminated fluids, and applications requiring hygienic standards due to its stainless steel composition. From deep well extraction to pressurized distribution systems, this equipment serves as a critical component in water management infrastructure. Its versatility across different operational scales makes it suitable for both large-scale industrial installations and smaller commercial setups needing efficient water transfer solutions. Real-world applications: - Deep well and borewell water extraction for municipal and private water supply systems - Agricultural irrigation projects requiring consistent water delivery across large fields - Industrial water circulation and transfer in manufacturing and processing facilities - Commercial building water supply systems for hotels, hospitals, and large complexes - Mining and construction site dewatering operations and water management
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
| Payment Methods |
|
Company Profile

General Electric Motors, Tamil Nadu Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & Machinery•Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
Industrial Stainless Steel Submersible Pump High Head Water Lifting
Stainless Steel Submersible Pump by leading manufacturers delivers high head water lifting with efficient performance, corrosion resistance, and durability for industrial, agricultural, and commercial applications requiring reliable operation.
Min. Order Quantity: 1 Pieces
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
General Electric Motors
 Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & MachineryManufacturer



