undefined
Similar Products







Description
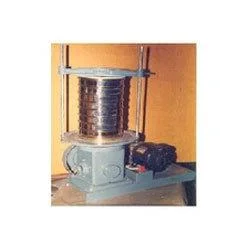
Our premium sieve shakers represent advanced particle size analysis technology engineered for precision and durability in demanding environments. Manufactured using graded raw mate...
Our premium sieve shakers represent advanced particle size analysis technology engineered for precision and durability in demanding environments. Manufactured using graded raw materials with strict compliance to international standards, these units deliver consistent, accurate results batch after batch. The robust construction ensures long-term reliability while maintaining calibration integrity. Available in manual configurations, our sieve shakers accommodate various sieve sizes including 15cm and 20cm diameters, handling up to 7 sieves simultaneously. The hand-operated models feature lightweight yet sturdy designs suitable for bench mounting, complete with smooth gear operation and heavy flywheel systems that ensure vibration-free performance. These units are designed for laboratories and quality control departments requiring dependable particle separation without compromise. Across multiple industries, our sieve shakers serve essential functions in quality assurance and research applications. The construction sector relies on them for testing aggregate sizes in concrete and asphalt production, ensuring compliance with engineering specifications. Pharmaceutical manufacturers use these units to verify powder consistency and active ingredient distribution in medication production. Environmental testing laboratories employ sieve shakers for soil classification and sediment analysis, while food processing plants utilize them for quality control of flour, grains, and processed ingredients. Mining and mineral processing operations depend on these machines for accurate ore grading and material separation processes, making them indispensable wherever precise particle size distribution data is required. The operational value of our sieve shakers extends beyond initial purchase to include long-term reliability and reduced operational costs. These machines are engineered for minimal maintenance requirements and straightforward operation, reducing training time and operational expenses. With international standard compliance built into every unit, companies can trust that test results will be recognized and accepted across global markets. The robust construction ensures consistent performance even in high-volume testing environments, protecting your investment through years of dependable service. These factors combine to deliver exceptional return on investment through improved testing accuracy, reduced material waste, and enhanced quality control capabilities that support business growth and product excellence. Key Features: - Manufactured using graded raw materials meeting international industrial standards - Hand-operated models feature lightweight portable design with bench mounting capability - Accommodates up to 7 sieves of 15cm or 20cm diameter simultaneously - Gear train operation with hand wheel control and heavy flywheel for smooth performance - Robust construction ensures long-term reliability and consistent calibration integrity Benefits: - Delivers precise particle size analysis with consistent, repeatable results - Reduces operational costs through minimal maintenance requirements and easy operation - Ensures compliance with international testing standards and specifications - Provides reliable performance in demanding laboratory and industrial environments - Supports quality control processes with accurate separation and measurement capabilities
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Sieve shakers provide accurate particle size distribution analysis across multiple sectors, delivering consistent results for materials from fine powders to coarse aggregates. These units handle various sample types while maintaining operational integrity and measurement precision. Their robust construction ensures reliable performance in demanding laboratory and industrial environments without compromising accuracy or repeatability. These machines serve critical roles in quality assurance and research applications where precise sizing is mandatory. Industries rely on them for compliance with international testing standards and specifications. The equipment's versatility allows adaptation to different materials and testing requirements, from pharmaceutical powders to construction aggregates, ensuring separation accuracy for valid analytical results across diverse applications. - Quality control testing of cement and concrete aggregates in construction materials laboratories - Particle size analysis of pharmaceutical powders and active ingredients for medication consistency - Soil classification and sediment analysis in geotechnical engineering and environmental testing - Food product quality assurance for flour, grains, and processed food particle sizing - Mineral processing and mining operations for ore grading and material separation processes
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
New Ghosh Industries, West Bengal
 West Bengal, India
West Bengal, India
ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Lab Industrial Sieve Shakers For Particle Size Analysis
Lab industrial sieve shakers deliver precise particle size analysis for quality control and material testing. Built with graded materials for reliability and compliance with international standards, ideal for laboratories and industrial applications.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
New Ghosh Industries West Bengal, India
West Bengal, India
Manufacturer