undefined

Similar Products




Description
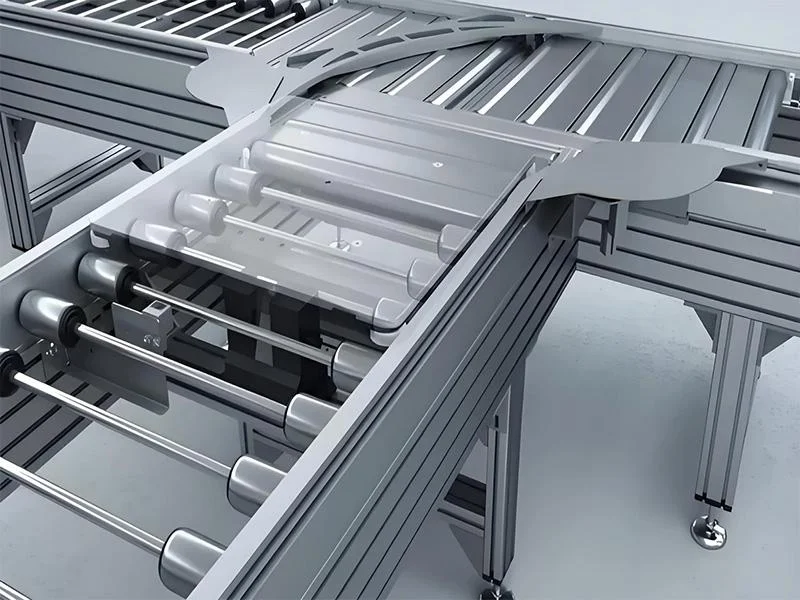
Our Industrial Bulk Material Handling Premium Screw Conveyors are engineered for dependable performance in the most demanding material transfer applications. These systems provide ...
Our Industrial Bulk Material Handling Premium Screw Conveyors are engineered for dependable performance in the most demanding material transfer applications. These systems provide a continuous, controlled method for moving powders, granules, flakes, and semi-solid materials through an enclosed, durable trough. Precision manufacturing ensures smooth operation with minimal vibration and energy consumption, while the robust construction guarantees longevity even under constant heavy-duty use. Designed for seamless integration, each conveyor is built to match your specific throughput requirements and spatial constraints, ensuring reliable material flow that enhances your overall production line efficiency and reduces manual handling risks. These premium screw conveyors serve as the backbone of material handling in numerous critical industries. In food and beverage production, they safely transport ingredients while meeting stringent hygiene standards. Chemical and pharmaceutical plants rely on them for contamination-free movement of sensitive powders and compounds. Agriculture and mining operations utilize their strength to move grains, fertilizers, and minerals efficiently. Manufacturing facilities depend on them for precise feeding of raw materials into mixers, hoppers, and packaging lines, while wastewater and recycling plants use them for sludge dewatering and bulk solid transfer. Their versatility across such diverse sectors underscores their fundamental role in modern industrial processes. The inherent business value of our screw conveyors lies in their proven reliability, operational efficiency, and long-term cost-effectiveness. Investing in a quality system reduces costly downtime through durable construction and minimal maintenance needs. The precise engineering ensures consistent material flow, which optimizes production schedules and reduces waste from spillage or segregation. Enhanced safety features protect both personnel and product integrity. Furthermore, their energy-efficient operation lowers power costs compared to alternative conveying methods, while the extended service life and reduced replacement frequency translate to a superior return on investment and a lower total cost of ownership for serious industrial buyers. Key Features: - Premium-grade construction using durable, industry-specific materials for extended service life. - Enclosed trough design that prevents material contamination, loss, and dust emission. - Engineered for horizontal, vertical, or inclined installation to suit specific plant layout needs. - Precision-fabricated screw flights and components for smooth, consistent material flow with minimal wear. - Robust drive systems and bearings built for heavy-duty, continuous operation with high reliability. Benefits: - Increases production line efficiency with reliable, continuous material transfer and reduced downtime. - Protects material quality and process integrity by preventing contamination and minimizing product loss. - Reduces operational costs through energy-efficient operation and low maintenance requirements. - Enhances workplace safety by enclosing moving parts and containing dust and materials. - Provides a durable, long-term solution that delivers consistent performance and a strong return on investment.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Premium screw conveyors provide a reliable, enclosed method for transporting bulk materials horizontally, vertically, or at an incline across demanding industrial environments. Their design prevents contamination and material loss, making them ideal for handling everything from fine powders to abrasive granules with consistent flow control and minimal spillage. This ensures process integrity and operational safety in sensitive applications. These systems are engineered to integrate seamlessly into existing production lines, offering versatile solutions for loading, feeding, mixing, and proportioning tasks. Their robust construction handles a wide range of materials and operating conditions, from food-grade hygiene requirements to harsh chemical environments. This adaptability makes them a critical component for maintaining continuous production and optimizing material handling efficiency in complex industrial systems. - Transporting flour, sugar, grains, and food additives in commercial bakeries and food processing plants. - Moving cement, sand, fly ash, and dry mortar in construction material batching and production facilities. - Handling plastic pellets, polymer powders, and chemical compounds in plastics manufacturing and chemical processing units. - Conveying biomass, wood chips, and agricultural waste in biofuel production and renewable energy plants. - Transferring wastewater sludge, lime, and treatment chemicals in municipal and industrial water treatment operations.
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Abr Enviro Systems, Madhya Pradesh
 Madhya Pradesh, India
Madhya Pradesh, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Bulk Material Handling Premium Screw Conveyors
Premium screw conveyors for industrial bulk material handling. Engineered for reliability and durability to move powders, granules, and semi-solids efficiently in food, chemical, and manufacturing operations.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Abr Enviro Systems Madhya Pradesh, India
Madhya Pradesh, India
Industrial Equipment & MachineryManufacturer