undefined
Similar Products







Description
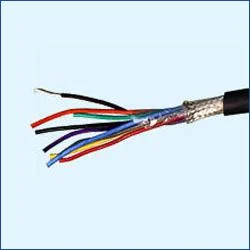
Our premium PTFE multicore wires represent the gold standard in high-temperature electrical wiring solutions for industrial applications. Engineered with polytetrafluoroethylene in...
Our premium PTFE multicore wires represent the gold standard in high-temperature electrical wiring solutions for industrial applications. Engineered with polytetrafluoroethylene insulation, these cables deliver exceptional thermal resistance, maintaining performance integrity in environments where temperatures exceed standard operating limits. These reliable wires ensure consistent signal transmission, superior durability, and long-term operational stability for critical electrical systems that cannot afford downtime or performance degradation. The robust construction and advanced materials provide dependable performance even under the most challenging industrial conditions. These specialized wires serve essential functions across multiple industrial sectors including power generation plants, manufacturing facilities, automation systems, telecommunications infrastructure, and heavy machinery operations. They are particularly valuable in control panel wiring, instrumentation networks, and signal transmission setups where exposure to high heat, harsh chemicals, or demanding environmental conditions would compromise ordinary wiring solutions. Their versatility makes them suitable for both low-voltage signaling applications and RF communication systems operating in challenging industrial settings requiring reliable performance. The business value of these PTFE multicore wires lies in their unmatched reliability and quality construction, reducing maintenance costs and minimizing system failures in critical operations. These wires are built to withstand extreme conditions while maintaining signal integrity, providing peace of mind for engineers and project managers responsible for large-scale installations. Their superior thermal performance ensures consistent operation in high-temperature environments, delivering long-term value through reduced downtime and enhanced system reliability across various industrial applications. Key Features: - PTFE insulation providing exceptional high-temperature resistance - Available in individually or collectively twisted pair configurations - Multiple core options for various signal transmission requirements - Options for both unscreened and screened design variations - Multiple jacketing materials including PTFE and PVC options Benefits: - Reliable performance in extreme temperature environments - Stable signal transmission for critical industrial applications - Reduced maintenance costs and system downtime - Enhanced durability and long operational lifespan - Versatile compatibility with various industrial systems
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
PTFE multicore wires deliver exceptional performance in high-temperature industrial environments where standard wiring fails. These specialized electrical cables maintain stable signal transmission in control systems, instrumentation networks, and communication setups near heat sources, ensuring operational reliability in demanding conditions across various industrial sectors. These industrial wires serve critical functions across power generation, manufacturing automation, telecommunications, and heavy machinery sectors. Their versatile design supports both low-voltage signaling and RF applications, making them ideal for custom wiring solutions in plants, projects, and large-scale installations requiring durable electrical components that withstand extreme temperatures. - Control panel wiring in manufacturing and processing plants - Instrumentation cabling for power generation projects - Signal transmission systems in high-temperature industrial zones - RF and communication wiring for industrial telephone systems - Custom electrical solutions for specialized machinery and equipment
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Jaya Electronics, Uttar Pradesh
 Uttar Pradesh, India
Uttar Pradesh, India
Electronics & Electrical•ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
Industrial PTFE Multicore Wires High Temperature Signal Transmission
Industrial PTFE multicore wires provide reliable high-temperature signal transmission for control panels and instrumentation in demanding industrial environments. These durable electrical cables ensure stable performance in extreme heat conditions.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Jaya Electronics Uttar Pradesh, India
Uttar Pradesh, India
Electronics & ElectricalManufacturer