undefined
Similar Products






Description
Industrial Pneumatic Conveying Systems represent advanced bulk material handling technology that transports powders, granules, and dry materials through enclosed pipelines using ai...
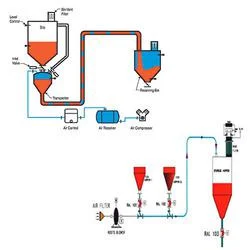
Industrial Pneumatic Conveying Systems represent advanced bulk material handling technology that transports powders, granules, and dry materials through enclosed pipelines using air pressure or vacuum suction. These systems eliminate manual handling while maintaining product purity and preventing environmental contamination. Available in both pressure and suction configurations, they provide flexible solutions for various operational requirements. Pressure systems utilize compressed air to push materials through pipelines, ideal for longer distances and higher throughput applications. Suction systems create vacuum pressure to pull materials from multiple sources, perfect for applications requiring material collection from different points. Both systems ensure gentle material handling with minimal degradation, making them suitable for fragile products. The completely enclosed design prevents dust emissions, meeting strict industry safety and environmental standards. These advanced conveying systems serve critical roles across numerous industries where efficient, clean material transfer is essential. In food processing, they handle ingredients like flour, sugar, spices, and additives while maintaining hygienic conditions and preventing contamination. Pharmaceutical manufacturers rely on them for moving active ingredients and excipients in controlled environments that meet strict standards. The chemical industry utilizes these systems for transporting pigments, resins, plastics, and various compounds that require isolation from moisture and contaminants. Construction and cement industries benefit from dust-free handling of cement, fly ash, and other powders. Additionally, agriculture, plastics, minerals, and recycling operations implement pneumatic conveying for efficient bulk material movement between processing stages and storage facilities. The operational value of pneumatic conveying systems extends beyond basic material transportation to deliver significant advantages and reliability. These systems reduce labor costs by automating material transfer processes while minimizing product loss and waste through enclosed operation. Their design allows for configuration to specific layout constraints and material characteristics, ensuring optimal performance for each application. Built with durable components and robust construction, these systems offer long service life with minimal maintenance requirements. The reliability of pneumatic conveying translates to reduced downtime and consistent production flow, directly impacting operational results. Companies using these systems benefit from improved workplace safety through reduced dust exposure and lower risk of material handling injuries. The energy-efficient operation and scalable designs make them suitable for both small facilities and large industrial plants seeking to enhance their material handling capabilities. Key Features: - Dual operation modes with pressure type for pushing materials and suction type for pulling materials - Completely enclosed system design preventing dust emissions and product contamination - Configurable setups to accommodate specific material characteristics and facility requirements - Robust construction using durable components for long-term reliable operation - Gentle material handling technology that minimizes product degradation and preserves quality Benefits: - Automated material transfer reducing labor costs and manual handling requirements - Contamination-free operation maintaining product purity and integrity throughout processing - Energy-efficient performance with minimal product loss and waste during transportation - Reduced maintenance needs through durable construction and reliable component design - Improved workplace safety by eliminating dust exposure and handling injuries
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Industrial pneumatic conveying systems provide efficient bulk material transportation for powders, granules, and dry materials across multiple sectors. These enclosed systems ensure contamination-free handling while automating material transfer between processing stages and storage facilities. The closed-loop design maintains product integrity and prevents environmental contamination during operation. These versatile systems offer both pressure and suction configurations to match specific application requirements. Pressure systems use compressed air to push materials through pipelines for longer distances, while suction systems employ vacuum to pull materials from multiple intake points. Both configurations deliver gentle material handling with minimal product degradation and energy-efficient performance. - Food processing facilities for transferring flour, sugar, spices and ingredients hygienically - Pharmaceutical manufacturing plants moving powders and granules in sterile conditions - Chemical industry handling pigments, resins and sensitive compounds safely - Cement and construction sectors transporting powders without dust emissions - Agriculture and plastics industries for efficient bulk material movement between processes
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Jai Vinayak Enterprises, Maharashtra
 Maharashtra, India
Maharashtra, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
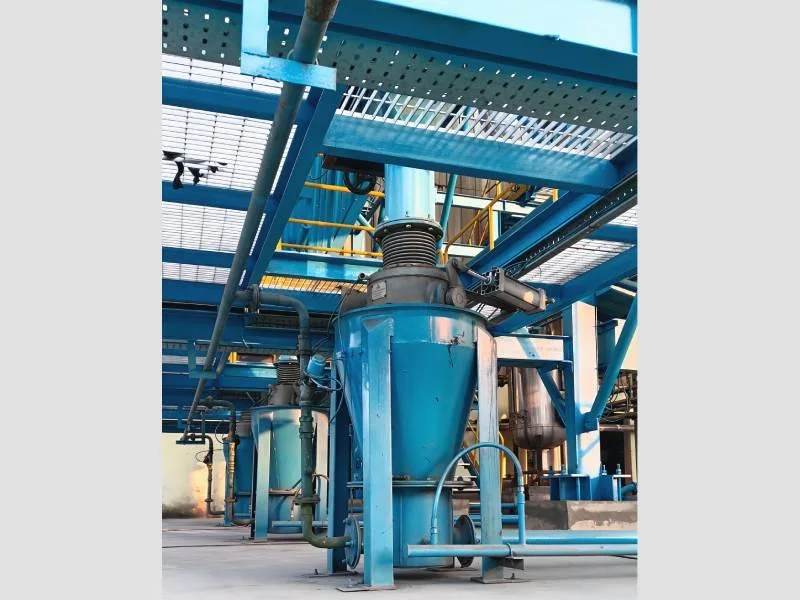
Industrial Pneumatic Conveying Systems For Bulk Material Handling
Industrial Pneumatic Conveying Systems efficiently transport bulk materials using air pressure or vacuum suction. These reliable systems provide dust-free automated handling for various industrial applications with consistent performance.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Jai Vinayak Enterprises Maharashtra, India
Maharashtra, India
Industrial Equipment & MachineryManufacturer