undefined
Similar Products






Description
Our AI-powered peanuts color sorter represents the cutting edge of sorting technology, combining high-speed HD tri-chromatic camera systems with advanced artificial intelligence ca...
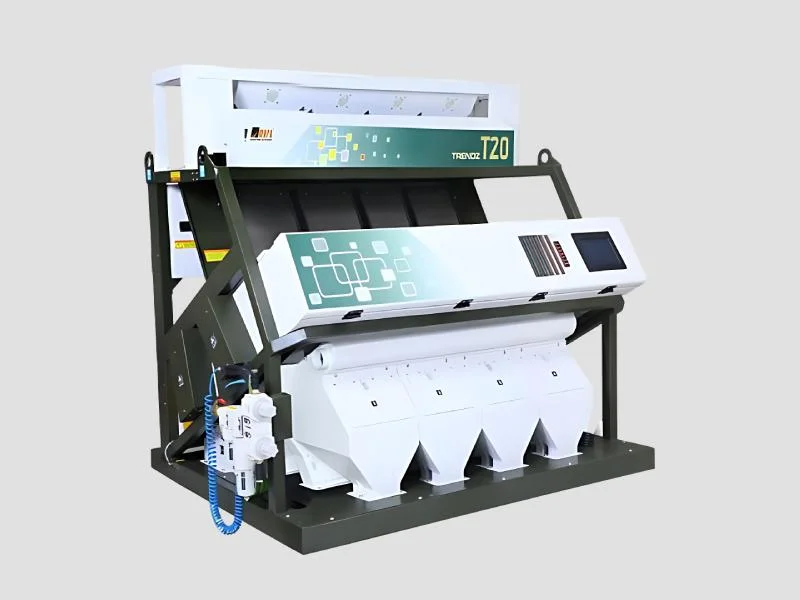
Our AI-powered peanuts color sorter represents the cutting edge of sorting technology, combining high-speed HD tri-chromatic camera systems with advanced artificial intelligence capabilities. The system features a sophisticated 5400 x 3 pixels RGB sensor that captures 122 million pixels per second, delivering unparalleled detection accuracy for even the most subtle color variations and defects. With intelligent image processing and data classification capabilities, this machine provides consistent, reliable performance while maintaining user-friendly operation through its intuitive 10.1-inch interface designed for seamless integration into existing production lines and minimal operator training requirements. The food processing industry extensively utilizes this technology to maintain stringent quality standards in peanut production and processing. From large-scale agricultural processors to specialized snack manufacturing facilities, this color sorter serves critical roles in ensuring product consistency, safety, and compliance with international regulations. The system's versatility extends beyond peanuts to various nuts, grains, and rice varieties, making it an essential investment for companies operating in multiple segments of the food processing sector while meeting export market requirements and customer quality expectations. Businesses benefit from exceptional reliability and long-term value through robust engineering features including maintenance-free power systems and high-speed matrix valve systems with 1.2 billion life cycles. The even LED illumination system and accurate dimming control valves ensure consistent performance under varying production conditions and material characteristics. This investment translates to significantly reduced operational costs, minimized product waste, and enhanced final product quality that directly impacts customer satisfaction and market competitiveness while providing rapid return on investment through improved processing efficiency and reduced manual sorting labor requirements. Key Features: - High-speed HD tri-chromatic camera with 5400 x 3 pixels RGB sensor - AI-based deep learning technology for intelligent sorting decisions - Even LED illumination system with 1.2 billion life cycle durability - High-speed matrix valve system with accurate dimming control - User-friendly 10.1-inch interface with intelligent image processing Benefits: - Unparalleled detection accuracy for subtle color variations and defects - Reduced operational costs through automated sorting efficiency - Consistent product quality meeting international standards - Minimal maintenance requirements with durable component systems - Enhanced processing speed and throughput for increased productivity
Specifications
| productDetailPage.specification.attribute | productDetailPage.specification.value |
|---|---|
| Camera Technology: | High-Speed HD Tri-chromatic, 5400 x 3 pixels RGB sensor |
| Sorting Intelligence: | AI-based deep learning, intelligent image processing and data classification |
| Interface: | 10.1 |
| Lighting System: | Even LED illumination, 1.2 billion life cycle, adjustable RGB background |
| Valve System: | High-speed matrix valve with accurate dimming control |
| Chute | 1,2,3 ,4,5,6,7,8,10 |
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
This advanced peanuts color sorter is engineered for food processing facilities that demand exceptional precision in sorting operations. The system utilizes sophisticated AI-based deep learning technology to accurately identify and eliminate defective, discolored, and foreign materials while maintaining optimal processing speeds for large-scale production requirements, ensuring consistent quality output throughout extended operational periods. The sorting solution serves multiple sectors including food manufacturing, agricultural processing, and quality control laboratories. It effectively handles various products beyond peanuts, including different nuts, grains, and rice varieties, providing versatile sorting capabilities based on color, size, and quality parameters to meet diverse production needs and international quality standards. - Food processing plants for quality control of peanut products - Agricultural cooperatives sorting harvested peanuts for market distribution - Snack manufacturing facilities ensuring consistent product quality - Export companies meeting international quality standards for peanuts - Quality control laboratories testing and verifying peanut purity standards
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Promech Industries Pvt Ltd, Tamil Nadu Tamil Nadu, India
Tamil Nadu, India
Food & Agriculture•Manufacturer
Factory Details
Factory Size1000-5000 sqm
Annual Production Capacity0
Main Markets
South Asia
Southeast Asia
Africa
AI Powered Peanuts Color Sorter with High Speed HD Tri Chromatic Camera
AI-powered peanuts color sorter with high-speed HD tri-chromatic camera technology efficiently removes defective, discolored, and foreign particles, ensuring superior quality output for food processing applications.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Promech Industries Pvt Ltd
 Tamil Nadu, India
Tamil Nadu, India
Food & AgricultureManufacturer