undefined

Similar Products






Description
Our PC Based Data Acquisition System represents advanced measurement technology designed to transform physical phenomena into actionable digital data. This sophisticated system int...
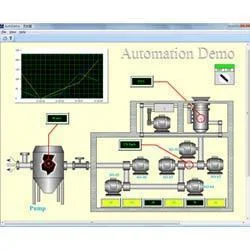
Our PC Based Data Acquisition System represents advanced measurement technology designed to transform physical phenomena into actionable digital data. This sophisticated system interfaces directly with your computer to provide comprehensive monitoring capabilities for various parameters including temperature, pressure, voltage, current, and frequency. Built with modular architecture, it supports multiple input channels and can be configured to meet specific measurement requirements. The system ensures high accuracy sampling rates and precise signal conditioning, making it suitable for both routine monitoring and complex research applications. Its user-friendly software interface allows for easy configuration, real-time data visualization, and automated data logging capabilities that simplify complex measurement tasks. This data acquisition system finds extensive application across diverse industrial and research sectors. Manufacturing facilities utilize it for process monitoring and quality control, ensuring consistent product output and early detection of equipment anomalies. Research institutions employ the system for scientific experiments requiring precise measurement of multiple variables simultaneously. Energy companies deploy it for monitoring power generation and distribution systems, while automotive engineers use it for vehicle testing and development. The construction industry applies it to structural health monitoring, and environmental agencies rely on it for pollution tracking and climate studies. Its versatility makes it equally valuable in aerospace testing, pharmaceutical production, and academic research environments. The business value of this system lies in its ability to provide reliable, accurate data that drives informed decision-making and operational efficiency. By offering precise monitoring capabilities, it helps prevent equipment failures, reduces downtime, and optimizes processes for maximum productivity. The system's robust construction and high-quality components ensure long-term reliability even in demanding industrial environments. With OEM supply options and custom order acceptance, businesses can obtain solutions tailored to their specific needs without compromising on quality or performance. The modular design not only enhances reliability but also allows for future expansion as measurement requirements evolve, protecting your investment over time. Key Features: - Modular architecture allowing flexible system configuration and easy expansion - High-accuracy signal conditioning for precise measurement of various parameters - Multiple input channel support for simultaneous data acquisition from numerous sensors - Seamless PC integration with user-friendly software interface for easy operation - Custom order acceptance enabling tailored solutions for specific application requirements Benefits: - Enhanced operational efficiency through real-time monitoring and data-driven decision making - Reduced downtime and maintenance costs with early fault detection capabilities - Improved product quality and consistency through precise parameter monitoring - Scalable solution that grows with your business needs and measurement requirements - Long-term reliability and durability in demanding industrial environments
Specifications
| productDetailPage.specification.attribute | productDetailPage.specification.value |
|---|---|
| Application | Industrial |
| Type | Other |
| Usage | Other |
| Use | Automotive |
| Product | PC Based Data Acquisition System |
| Price | Negotiable |
| Standard Or Non-Standard | Standard |
| Custom Order | Accept |
| Supply Type | OEM |
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
This PC Based Data Acquisition System serves as the central nervous system for industrial monitoring and control processes. It seamlessly interfaces with sensors and transducers to capture critical parameters like temperature, pressure, voltage, and strain. The system converts analog signals into digital data that your computer can process, enabling real-time monitoring, historical trend analysis, and automated control decisions across various operational environments. Industries ranging from manufacturing and energy to aerospace and research laboratories utilize this technology for quality assurance and process optimization. Its modular design allows customization for specific measurement challenges, whether monitoring machinery health on a factory floor or collecting environmental data in field studies. The system provides the accurate, time-synchronized data needed for informed decision-making and operational efficiency improvements. - Continuous monitoring of production line parameters in manufacturing plants to ensure product quality consistency - Structural health monitoring of bridges and buildings using vibration and strain measurements for preventive maintenance - Environmental data collection in agricultural settings, tracking soil moisture, temperature, and humidity for precision farming - Laboratory research data acquisition for scientific experiments requiring precise measurement and recording of multiple variables - Energy management systems in commercial buildings, monitoring power consumption patterns for optimization and cost reduction
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Micron, Uttarakhand
 Uttarakhand, India
Uttarakhand, India
Tools & Hardware•Importer / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial PC Based Data Acquisition System For Automotive And Research
Industrial PC Based Data Acquisition System captures and analyzes real-time data with precision for automotive testing and research applications, offering reliable performance and flexible configurations for accurate measurements.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Micron Uttarakhand, India
Uttarakhand, India
Tools & HardwareImporter / Exporter