undefined

Similar Products




Description
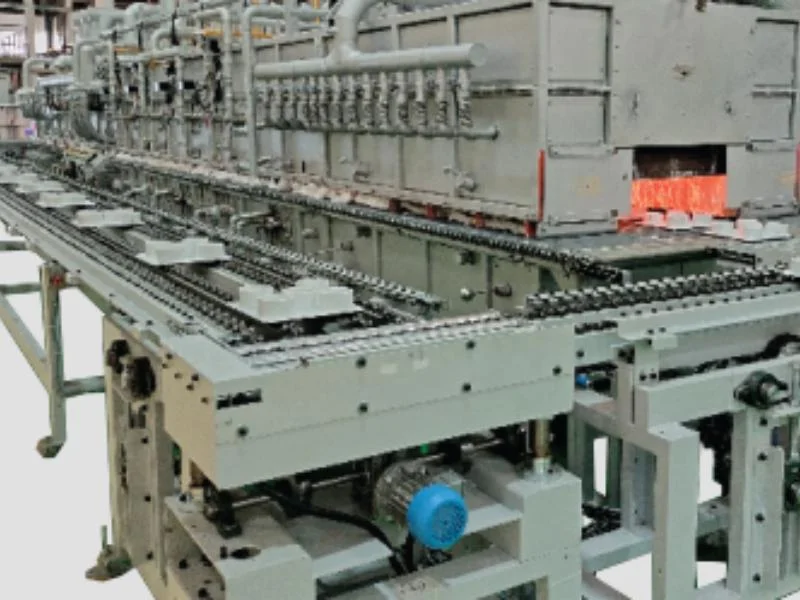
Our Industrial Heavy Duty Overhead Conveyor Systems are engineered as a robust backbone for material transport in demanding industrial settings. Designed to handle significant load...
Our Industrial Heavy Duty Overhead Conveyor Systems are engineered as a robust backbone for material transport in demanding industrial settings. Designed to handle significant loads starting from 100kg, these systems are constructed from high-grade materials to endure the stresses of continuous operation, vibration, and exposure to typical industrial environments. The core principle is reliable, uninterrupted movement of materials, parts, or products along a predefined overhead path. This approach not only streamlines workflow but also significantly enhances floor space utilization and workplace safety by removing heavy traffic from ground level. The design philosophy prioritizes straightforward operation and ease of maintenance, ensuring that the system supports your productivity goals without becoming a source of complexity or frequent downtime. These conveyor systems find essential application across a broad spectrum of industries where moving heavy or bulky items is a daily requirement. In automotive and vehicle manufacturing, they are indispensable for conveying chassis, cabs, and large assemblies through paint shops, ovens, and assembly stations. The warehousing and logistics sector employs them for efficient handling of heavy palletized goods and large items in distribution centers. Manufacturing plants for industrial machinery, agricultural equipment, and large appliances rely on them to move substantial components and sub-assemblies. Furthermore, they are vital in metalworking facilities for transporting raw materials and fabricated parts, and in certain bulk processing operations where overhead transport of materials in bins or carriers is the most efficient method. Investing in our heavy-duty overhead conveyor system translates directly into measurable business value through enhanced operational efficiency, reliability, and a lower total cost of ownership. The system's robust construction and quality components are selected for longevity, reducing the frequency and cost of replacements and major overhauls. Its reliable performance minimizes unplanned stoppages, protecting your production schedules and output targets. The efficient use of overhead space can delay or eliminate the need for costly facility expansions. Furthermore, the system's design for easy maintenance means service interventions are quicker and less disruptive, keeping your operational uptime high and associated labor costs in check. You gain a dependable material handling partner engineered to perform consistently under load, contributing directly to your facility's productivity and bottom line. Key Features: - Heavy-duty construction with a load capacity starting from 100kg, built for industrial-scale material handling. - Durable components and finishes selected to withstand continuous operation in typical plant environments. - Engineered for reliable performance with a focus on consistent movement and minimal operational failure. - User-friendly design with straightforward controls for easy operation by your workforce. - Simplified maintenance access points and durable wear parts to facilitate upkeep and reduce service time. Benefits: - Maximizes floor space by utilizing overhead areas for transport, improving layout efficiency and safety. - Provides reliable, uninterrupted movement of heavy loads, supporting consistent production flow. - Reduces long-term operational costs through durable construction and low maintenance requirements. - Enhances workplace safety by moving heavy materials on a dedicated overhead path, away from personnel. - Delivers a strong return on investment through improved throughput, reduced downtime, and space optimization.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Industrial overhead conveyor systems are engineered to optimize material flow by utilizing unused ceiling space, freeing up valuable floor area for other critical operations. This design is crucial for facilities where maximizing layout efficiency and maintaining clear pathways for personnel and equipment are essential for safety and productivity. The systems provide a reliable transport method for heavy items along fixed routes, integrating seamlessly into existing production and logistics workflows. Built for demanding environments, these heavy-duty conveyors reliably transport loads starting from 100kg, meeting the rigorous demands of continuous industrial cycles. Their robust construction ensures consistent performance in applications ranging from moving raw materials to transferring finished goods between processing stages. This reliability makes them a cornerstone asset for operations where downtime is costly and consistent throughput is vital for meeting production targets and delivery schedules. - Automotive manufacturing plants for transporting vehicle frames, engines, and body panels through painting, assembly, and finishing lines. - Warehousing and distribution centers for moving heavy packaged goods, pallets, and bulk items for sorting and storage retrieval. - Food and beverage processing facilities for handling meat carcasses, large ingredient batches, and packaged products through preparation and packaging stages. - Metal fabrication and machining workshops for transporting raw metal stock, fabricated parts, and heavy components between workstations. - Appliance and machinery assembly lines for moving large sub-assemblies like washing machine drums, refrigerator cabinets, and engine blocks.
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Sai Systems, Karnataka
 Karnataka, India
Karnataka, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Heavy Duty Overhead Conveyor Systems For Material Handling
Industrial Heavy Duty Overhead Conveyor Systems handle loads from 100kg upwards for efficient material handling in manufacturing, warehousing, and assembly operations. Durable and reliable for continuous industrial use.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Sai Systems Karnataka, India
Karnataka, India
Industrial Equipment & MachineryManufacturer







