undefined
Similar Products




Description
Our industrial overhead conveyor systems represent material handling excellence, engineered to streamline operations across diverse manufacturing and processing environments. These...
Our industrial overhead conveyor systems represent material handling excellence, engineered to streamline operations across diverse manufacturing and processing environments. These robust systems feature both I-beam and closed track configurations that provide reliable transportation solutions for heavy loads and delicate components. Built with precision engineering and durable materials, our conveyors ensure smooth, continuous movement of materials while maintaining operational integrity in demanding industrial conditions. The enclosed track design excels in maintaining cleanliness and preventing contamination, making it ideal for sensitive applications where particle control is crucial. Each system is designed for long-term performance with minimal maintenance requirements, delivering consistent operational reliability that businesses can depend on daily. Industries ranging from automotive manufacturing to food processing rely on our overhead conveyor solutions to optimize their material handling workflows. Automotive plants utilize these systems for moving vehicle bodies through painting, assembly, and finishing processes with precision timing and minimal handling. Warehousing and distribution centers implement overhead conveyors to maximize vertical space utilization while maintaining efficient sorting and transportation systems. Manufacturing facilities across various sectors use these conveyors to create seamless production lines that move components between workstations without interruption. The paint and coating industry particularly benefits from enclosed track systems that prevent contamination while handling items through various treatment stages, ensuring quality control throughout the process. These conveyor systems deliver exceptional business value through significant operational efficiency improvements, reduced labor costs, and enhanced workplace safety. By automating material transportation overhead, businesses free up valuable floor space while minimizing manual handling risks and associated injuries. The reliability of our conveyor systems ensures consistent operation with minimal downtime, directly impacting production output and bottom-line results. The enclosed design elements provide additional safety benefits by containing moving parts and preventing material spillage, while the robust construction ensures long-term durability and reduced maintenance costs over the system's lifespan. Key Features: - Customizable I-beam and closed track designs for specific application requirements - Robust construction with durable materials for long-term reliability and performance - Enclosed track option for maintaining cleanliness and preventing contamination - Modular design allowing seamless integration with existing infrastructure - Precision engineering ensuring smooth and continuous material movement Benefits: - Enhanced operational efficiency through automated material transportation - Improved workplace safety with elevated movement paths and contained systems - Maximum space utilization by freeing up valuable floor areas - Reduced labor costs through automated handling and minimal manual intervention - Long-term reliability with minimal maintenance requirements and consistent performance
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Overhead conveyor systems optimize material flow in manufacturing and warehousing by providing reliable transportation for components and products while maximizing floor space. These systems ensure operational safety through elevated movement paths and are valuable in facilities requiring continuous goods movement between processing stages without workflow interruption. Their modular nature allows seamless integration with existing infrastructure while supporting future expansion needs. These conveyor systems deliver exceptional performance across diverse industrial applications with robust configurations to meet specific operational requirements. The enclosed track design maintains cleanliness and prevents contamination in sensitive environments, while I-beam systems offer strong support for heavy loads. Both designs ensure smooth, continuous material handling with minimal maintenance, making them ideal for high-volume operations where reliability and efficiency are critical. - Automotive assembly lines for moving vehicle bodies through painting and finishing processes - Warehouse and distribution centers for efficient sorting and transportation of packaged goods - Food processing facilities for hygienic overhead transportation of ingredients and products - Manufacturing plants for moving components between assembly stations and testing areas - Paint shops and surface treatment facilities for safe handling of items through coating processes
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Master Handlers Pvt Ltd, Maharashtra
 Maharashtra, India
Maharashtra, India
Industrial Equipment & Machinery•ManufacturerRetailer
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
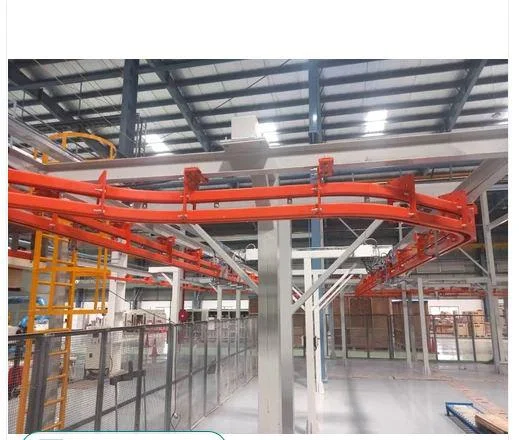
Industrial Overhead Conveyor Systems For Material Handling
Industrial overhead conveyor systems for material handling provide reliable I-beam and closed track designs for paint shops, assembly lines, and warehouse logistics with enhanced safety and efficiency.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Master Handlers Pvt Ltd Maharashtra, India
Maharashtra, India
Industrial Equipment & MachineryManufacturer




