undefined

Similar Products






Description
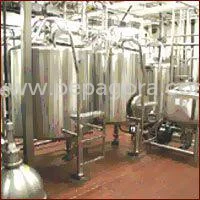
The Small Scale Dairy Farm Compact Mini Plant represents a complete milk processing solution designed specifically for smaller operations. This integrated system combines pasteuriz...
The Small Scale Dairy Farm Compact Mini Plant represents a complete milk processing solution designed specifically for smaller operations. This integrated system combines pasteurization, chilling, and cream separation functions in a single compact unit, constructed from high-grade materials that ensure hygiene and durability. It processes fresh milk with precision, delivering consistent quality output while extending product shelf life through proper treatment. The plant's straightforward operation and maintenance requirements make it accessible for various users, providing reliable performance that meets the needs of dairy businesses focused on quality and efficiency. This processing plant serves multiple dairy sectors including individual dairy farms, milk collection centers, and local milk suppliers who require efficient processing on a manageable scale. It supports businesses involved in producing fresh milk, cream, and derived dairy products for local markets, retail distribution, and community supply chains. The equipment finds particular value in agricultural communities, rural development initiatives, and food processing ventures where space and investment constraints exist but quality standards cannot be compromised. By enabling localized processing, it helps dairy operators maintain control over product quality while reducing dependence on larger external facilities. The business value of this mini dairy plant lies in its operational reliability and cost-effective performance. Its robust construction and efficient design minimize maintenance requirements and operational disruptions, ensuring consistent production output. The system's ability to maintain high hygiene standards and product quality helps businesses build strong market reputations and customer trust. This reliability translates into long-term value through reduced downtime, consistent product quality, and the ability to scale operations gradually as business grows, making it a practical investment for serious dairy operations. Key Features: - Integrated pasteurization, chilling, and cream separation in compact design - Constructed with high-grade materials for durability and easy sanitation - Automated controls for consistent operation and reduced manual handling - Space-efficient footprint suitable for limited facility areas - Comprehensive processing capabilities for various dairy products Benefits: - Ensures high hygiene standards and product safety compliance - Improves operational efficiency with low maintenance requirements - Extends product shelf life through proper processing techniques - Supports small-scale operations with cost-effective processing solutions - Delivers reliable performance with robust construction and trusted operation
Specifications
| Additional Information | |
|---|---|
| Country of Origin | 106 |
| Customisable | No |
Application
This compact mini dairy plant delivers essential milk processing capabilities in a single integrated unit, perfect for small-scale operations. It enables thorough pasteurization, rapid chilling, and efficient cream separation from fresh milk, ensuring safe handling and consistent quality. The system meets strict hygiene standards while operating with minimal complexity, making it suitable for producing various dairy products including fresh milk, cream, and traditional preparations with reliable performance. Ideal for dairy farms and local milk suppliers, this plant supports daily processing requirements with dependable operation. Its space-saving design maximizes efficiency without demanding large infrastructure investments. Automated features reduce manual labor while maintaining product safety, making it a trusted solution for emerging dairy businesses focused on delivering quality products to their markets and communities. - Small dairy farms processing fresh milk for local distribution and direct sales - Milk collection centers implementing pasteurization and chilling to extend shelf life - Local suppliers producing cream and traditional dairy products for retail markets - Startup dairy operations establishing complete processing with compact equipment - Agricultural projects integrating milk processing for value-added product creation
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Shipping & Logistics
| Shipping Internationally | No | |
| Methods | -- | |
| IncoTerms | -- | |
| Port of Dispatch | Coimbatore, Tamil Nadu, India | |
| Packaging Type | -- | |
| Units per Package | -- | |
| Barcode / HSN / GTIN / UPC | -- | |
| Dispatch Lead time | -- |
Company Profile

JK Dairy Machines, Tamil Nadu Tamil Nadu, India
Tamil Nadu, India
Food & Agriculture•ManufacturerTrading CompanyImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Small Scale Dairy Farm Compact Mini Plant for Milk Processing
Compact Mini Dairy Plant for small-scale milk processing featuring pasteurization, chilling, and cream separation. This reliable system ensures high hygiene and efficiency for dairy farms and milk collection centers seeking quality output.
Min. Order Quantity: 1 Plant
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
JK Dairy Machines
 Tamil Nadu, India
Tamil Nadu, India
Food & AgricultureManufacturer





