undefined
Similar Products





Description
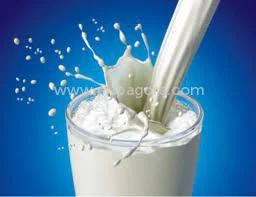
We supply premium whole raw milk specifically packaged in bulk bags for beverage production and dairy manufacturing. Our product undergoes advanced filtration processes using moder...
We supply premium whole raw milk specifically packaged in bulk bags for beverage production and dairy manufacturing. Our product undergoes advanced filtration processes using modern equipment to ensure superior purity, safety, and consistent quality standards. This milk maintains its natural nutritional content while meeting rigorous production requirements. The bulk packaging is engineered for efficient handling, storage, and transportation logistics, making it ideal for large-scale operations that demand reliability and consistency in their supply chain. This whole raw milk serves multiple industries including dairy processing facilities, beverage manufacturing plants, and food production units. The hospitality industry relies on it for consistent performance in commercial kitchens and food service operations. Retail distributors value its regional acceptance and compatibility with diverse consumer preferences. Bakeries and confectionery manufacturers utilize it for its superior taste characteristics and reliable performance in finished products. The product's adaptability makes it suitable for both direct consumption and as a primary ingredient in value-added dairy items. Our commitment to reliability ensures uninterrupted operations for businesses that depend on consistent dairy supply. The cost-effective bulk packaging solution reduces operational expenses while maintaining product integrity throughout the distribution chain. We offer competitive pricing without compromising the essential qualities that define premium milk, delivering genuine value for professional users. The product's widespread regional acceptance facilitates market entry for distributors and wholesalers. This combination of quality, reliability, and practical business benefits establishes us as a preferred supplier for serious buyers in the food manufacturing sector. Key Features: - Whole raw milk with natural nutritional content preserved - Advanced filtration system for enhanced purity and safety - Bulk bag packaging designed for efficient handling and storage - Consistent quality maintained across production batches - Regional acceptance and compatibility with various applications Benefits: - Reliable supply chain with consistent quality standards - Cost-effective bulk packaging reduces operational expenses - Natural nutritional content preserved through careful processing - Versatile application across multiple food manufacturing sectors - Efficient handling and storage solutions for large operations
Specifications
| productDetailPage.specification.attribute | productDetailPage.specification.value |
|---|---|
| Age Group | All |
| Packaging | Bag |
| Processing Type | Raw |
| Product Type | Beverage |
| Type | Whole Milk |
| Certification |
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our bulk raw whole milk serves as an essential foundation for diverse beverage manufacturing and dairy processing operations. It meets high-volume production requirements while maintaining the consistent quality standards that professional operations demand. The product's natural properties and careful handling make it suitable for both direct use and further processing across the food industry spectrum. The milk's superior filtration system and reliable quality control ensure it performs consistently in various manufacturing environments. This versatility supports multiple product lines while preserving nutritional integrity and taste profile. The bulk packaging solution facilitates efficient handling and storage for operations where quality cannot be compromised. - Dairy processing for cheese, yogurt, and cultured product manufacturing - Beverage production including flavored milk, nutritional drinks, and shakes - Bakery and confectionery manufacturing requiring high-quality milk ingredients - Food service supply chain for hotels, restaurants, and catering operations - Retail distribution networks for consumer packaging and private label products
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

SK Organics, Tamil Nadu
 Tamil Nadu, India
Tamil Nadu, India
Food & Agriculture•Distributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Bulk Raw Whole Milk Bag For Beverage Production
Premium bulk raw whole milk bags for beverage production offer superior quality through advanced filtration. Ideal for distributors seeking reliable dairy supply with consistent regional acceptance and natural nutritional content.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
SK Organics Tamil Nadu, India
Tamil Nadu, India
Food & AgricultureDistributor / Wholesaler
