undefined

Similar Products






Description
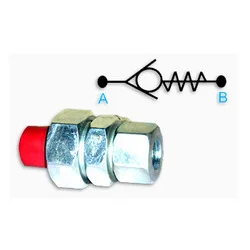
The Industrial Non Return Valve is a critical component engineered for precise one-way fluid control in demanding industrial environments. Designed to allow forward flow while auto...
The Industrial Non Return Valve is a critical component engineered for precise one-way fluid control in demanding industrial environments. Designed to allow forward flow while automatically preventing reverse movement, this valve protects sensitive equipment, maintains system integrity, and enhances operational safety. Its robust construction features durable materials and precision sealing mechanisms that withstand high pressures, temperature variations, and aggressive media while delivering consistent performance. The valve's reliable operation reduces maintenance requirements and extends service life, making it a cost-effective solution for fluid management challenges across multiple industries. Various industrial sectors depend on these valves for their fluid control needs. Water treatment facilities utilize them to prevent backflow contamination and maintain directional flow in filtration and distribution systems. Oil and gas operations install them in pipelines to protect pumping equipment and prevent product mixing during transmission. Chemical processing plants rely on them to maintain process safety and prevent hazardous material reversal. Power generation facilities incorporate them into cooling systems and auxiliary circuits, while manufacturing plants use them in hydraulic systems and production lines to protect machinery and ensure consistent output quality. This valve delivers significant business value through enhanced reliability and reduced operational risks. Its dependable performance minimizes unexpected downtime, protects expensive equipment from damage, and maintains process continuity. The robust construction ensures long service life with minimal maintenance requirements, providing excellent return on investment. By preventing backflow-related issues, it enhances system safety and reduces potential liabilities. The valve's compatibility with various fluids and operating conditions makes it a versatile solution that adapts to specific application needs while maintaining consistent performance standards. Key Features: - One-way fluid control prevents reverse flow and protects upstream equipment - Robust construction with durable materials withstands demanding industrial conditions - Precision sealing mechanism ensures leak-proof operation and consistent performance - Automatic operation requires no external power or manual intervention - Compatible with various fluids including water, oils, chemicals, and gases Benefits: - Protects pumps, compressors, and other equipment from costly backflow damage - Enhances system safety by preventing contamination and pressure surges - Reduces maintenance requirements and extends overall system service life - Improves process reliability with consistent performance in varying conditions - Provides cost-effective fluid control solution with minimal operational overhead
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
This industrial non return valve is essential for systems requiring strict unidirectional fluid control. It prevents costly backflow damage to equipment and maintains process integrity across various demanding environments. Its robust construction handles high pressures and aggressive media while ensuring consistent operation with minimal maintenance needs. Industries rely on these valves to safeguard critical infrastructure and optimize fluid handling processes. From protecting expensive pumps to maintaining system pressure, these valves deliver dependable performance that reduces downtime and operational risks. Their simple yet effective design makes them suitable for both new installations and retrofit projects across multiple sectors. Real-world applications: - Water treatment plants use these valves to prevent contamination and maintain directional flow in filtration systems - Oil and gas pipelines install them to protect pumping stations and prevent product mixing in transmission lines - Chemical processing facilities rely on them to maintain process safety and prevent hazardous material backflow - Power generation plants utilize them in cooling water systems and auxiliary fluid circuits for reliable operation - Manufacturing facilities install them in hydraulic systems and process lines to protect equipment and ensure consistent production
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
| Payment Methods |
|
Shipping & Logistics
| Shipping Internationally | No | |
| Methods | -- | |
| IncoTerms | -- | |
| Port of Dispatch | Chennai | |
| Packaging Type | -- | |
| Units per Package | -- | |
| Barcode / HSN / GTIN / UPC | -- | |
| Dispatch Lead time | -- |
Company Profile
Hitech Systems, Tamil Nadu Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & Machinery•Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
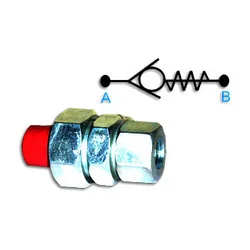
Industrial Non Return Valve For One Way Fluid Control Systems
Industrial Non Return Valve for one-way fluid control systems prevents reverse flow, protects pumps and pipelines, improves safety, and ensures reliable performance in demanding industrial applications.
Min. Order Quantity: 2 Unit
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Hitech Systems
 Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & MachineryManufacturer


