undefined

Similar Products






Description
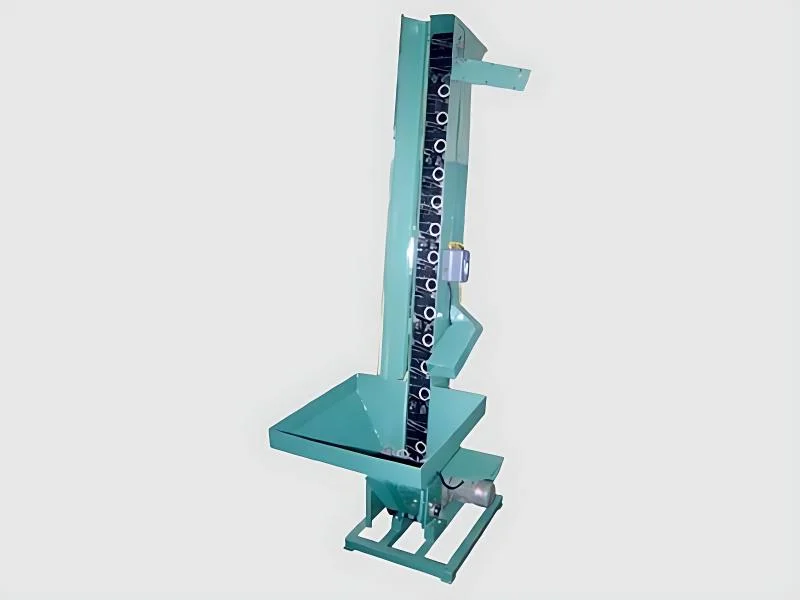
Our Industrial Material Handling Idler Roller Conveyors represent the highest standard in efficient material transportation systems. Engineered for superior performance and reliabi...
Our Industrial Material Handling Idler Roller Conveyors represent the highest standard in efficient material transportation systems. Engineered for superior performance and reliability, these conveyor systems feature precision-crafted rollers that ensure smooth product movement while minimizing energy consumption and operational costs. Available in various lengths and constructed from high-grade materials, our idler rollers are designed to withstand the rigors of continuous industrial use. The durable construction guarantees consistent performance in demanding environments, providing businesses with reliable solutions that meet specific operational requirements. Each conveyor undergoes strict quality control measures to ensure long-term durability and optimal functionality across diverse industrial applications. These idler roller conveyors serve essential functions across multiple industries where efficient material transportation is critical to operational success. In mining and quarrying operations, they handle heavy bulk materials like ores and aggregates with exceptional reliability and minimal downtime. Manufacturing facilities utilize them extensively for assembly line processes and inter-department material transfer, while warehouses and distribution centers depend on them for seamless goods movement and logistics operations. The agricultural sector employs these conveyors for handling grains, fertilizers, and other bulk farm products, and they are equally effective in packaging industries, automotive manufacturing plants, and various industrial processing facilities where reliable material handling is paramount to productivity. The business value of our idler roller conveyors extends beyond basic equipment functionality to deliver significant operational advantages and cost efficiencies. Their robust construction ensures reduced maintenance requirements and extended service life, resulting in lower total cost of ownership and improved return on investment. The energy-efficient design contributes to sustainable operations while maintaining high throughput rates and operational consistency. The combination of reliability, efficiency, and durability makes these conveyors a strategic investment for businesses seeking to enhance their material handling capabilities and maintain competitive advantage in their respective markets. The proven performance in demanding conditions ensures operational continuity and supports business growth objectives through reliable material transportation solutions. Key Features: - Custom length configurations to fit specific operational space requirements - Multiple material construction options including steel and composite materials - Precision-engineered rollers for smooth operation and reduced friction - Heavy-duty design capable of handling substantial weight capacities - Corrosion-resistant finishes for extended lifespan in harsh environments Benefits: - Reduced maintenance requirements and extended service life for cost savings - Energy-efficient operation lowering operational expenses and supporting sustainability - Enhanced material handling efficiency improving overall productivity - Reliable performance in demanding conditions ensuring operational continuity - Flexible integration with existing systems minimizing installation complexity
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our industrial idler roller conveyors provide robust material handling solutions for demanding operational environments. The precision-engineered rollers ensure smooth transportation of goods while reducing energy consumption and operational friction. These conveyors maintain consistent performance under heavy loads, making them suitable for continuous operation across various industrial settings and applications requiring reliable material movement. Available in multiple length configurations and constructed from durable materials, these idler rollers withstand harsh conditions including impact, corrosion, and constant use. The flexible design allows seamless integration with existing conveyor systems while offering enhanced durability for long-term performance. This adaptability makes them ideal for industries ranging from mining and agriculture to packaging and manufacturing facilities with diverse operational requirements. - Mining operations for transporting bulk materials like coal, ore, and aggregates over extended distances - Warehouse and distribution centers for efficient movement of packaged goods and pallets - Manufacturing plants supporting assembly line processes and material transfer between departments - Agricultural facilities handling grains, fertilizers, and bulk farm products - Logistics and sorting centers for reliable package transportation and distribution
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Kuuality Engineers, Maharashtra
 Maharashtra, India
Maharashtra, India
Industrial Equipment & Machinery•ManufacturerDistributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Material Handling Idler Roller Conveyors Durable Construction
Industrial Material Handling Idler Roller Conveyors feature durable construction and custom lengths for reliable performance in warehouses, manufacturing plants, and logistics operations. Precision-engineered rollers ensure smooth material transport with minimal maintenance requirements.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Kuuality Engineers Maharashtra, India
Maharashtra, India
Industrial Equipment & MachineryManufacturer




