undefined

Similar Products







Description
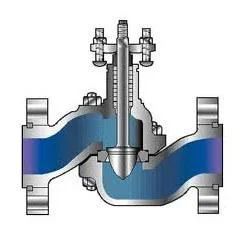
Industrial Globe Valves are precision-engineered flow control devices designed for demanding industrial applications where reliable throttling and frequent operation are essential....
Industrial Globe Valves are precision-engineered flow control devices designed for demanding industrial applications where reliable throttling and frequent operation are essential. Featuring a spherical body with a movable disk and stationary ring seat, these valves enable exact modulation of fluid flow while maintaining positive shut-off capabilities. Their internal design creates a directional change in fluid path, which provides superior control accuracy for regulating flow rates, pressure, and temperature. Constructed from durable materials suitable for water, steam, oil, gas, and chemical media, globe valves deliver consistent performance in systems where precise flow regulation takes priority over minimal pressure loss. Their robust build ensures extended service life even with continuous adjustment cycles. These valves serve critical functions across multiple industrial sectors including power generation, oil and gas processing, chemical manufacturing, HVAC systems, and water treatment facilities. In power plants, they control boiler feedwater, steam lines, and turbine systems. Chemical and petrochemical facilities rely on them for handling corrosive fluids, precise dosing, and process stream regulation. Commercial and industrial HVAC installations utilize globe valves for modulating chilled and hot water flow in climate control systems. Manufacturing plants install them in process lines for temperature management, fluid blending, and equipment protection. Their adaptability makes them suitable for both high-pressure steam applications and corrosive chemical environments across global industrial operations. For industrial buyers and specifiers, these globe valves deliver exceptional value through reliable performance, reduced lifecycle costs, and enhanced operational efficiency. Their durable construction minimizes unplanned downtime while providing consistent flow control under demanding conditions. The valves' tight sealing capability prevents leakage, enhancing system safety, environmental compliance, and process integrity. With designs that accommodate various pressure classes, temperature ranges, and material specifications, these valves can be matched precisely to specific system requirements. They represent a sound investment for operations requiring dependable flow control with minimal maintenance intervention. Key Features: - Precision flow control with movable disk and stationary ring seat design for accurate modulation - Robust construction using durable materials suitable for high-pressure and high-temperature service - Excellent throttling capability designed for frequent flow adjustment operations - Tight shut-off performance with reliable sealing to prevent leakage in closed position - Versatile design compatible with steam, water, oil, gas, and various chemical media Benefits: - Enhanced process efficiency through accurate and repeatable flow regulation - Reduced maintenance costs with durable construction and extended service life - Improved system safety with reliable sealing that prevents fluid leakage - Operational versatility across multiple industries and diverse fluid types - Consistent performance with smooth throttling action for stable process control
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Industrial Globe Valves are engineered for applications requiring accurate and repeatable flow regulation. Their robust construction withstands frequent operation and maintains seal integrity, making them ideal for systems where control precision directly impacts process quality and safety. These valves handle diverse media from high-temperature steam to aggressive chemicals, ensuring stable operation across various pressure and temperature ranges. Their design allows for excellent throttling capability, providing smooth modulation essential for maintaining consistent process parameters in critical industrial environments. Real-world applications: - Regulating steam flow and pressure in power generation boilers and turbine bypass systems - Controlling chilled and hot water circulation in commercial and industrial HVAC installations - Managing fuel oil supply, chemical injection, and process fluids in refining and petrochemical plants - Modulating cooling water and thermal fluid flow in industrial heat exchangers and manufacturing equipment - Providing precise flow control for water treatment systems, pharmaceutical production, and food processing lines
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

ARCELLOR CONTROLS INDIA, Gujarat Gujarat, India
Gujarat, India
Industrial Equipment & Machinery•ManufacturerDistributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Globe Valves For Precise Fluid Flow Control And Durable Performance
Industrial Globe Valves provide precise fluid flow control for steam, water, oil, and chemical systems. Their durable design ensures reliable throttling, tight sealing, and long-lasting performance in demanding industrial applications.
Min. Order Quantity: 1 Pieces
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
ARCELLOR CONTROLS INDIA
 Gujarat, India
Gujarat, India
Industrial Equipment & MachineryManufacturer