undefined
Similar Products







Description
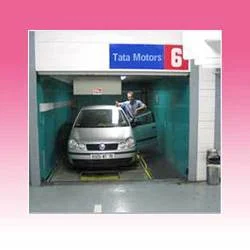
Beacon Freight Elevators represent professional-grade vertical transport systems specifically engineered for heavy-duty material handling in industrial settings. These elevators pr...
Beacon Freight Elevators represent professional-grade vertical transport systems specifically engineered for heavy-duty material handling in industrial settings. These elevators provide dependable solutions for moving large, heavy, or bulky items between floors, ensuring operational efficiency and enhanced safety protocols. Constructed with robust materials and precision engineering, they accommodate various load capacities while maintaining consistent performance. The design emphasizes durability, user-friendly operation, and seamless integration with existing material flow systems, making them a practical investment for businesses seeking to optimize their internal logistics and vertical transportation capabilities. These industrial elevators serve diverse sectors including manufacturing, warehousing, distribution, and industrial processing. Manufacturing facilities utilize them for transporting raw materials to production areas and moving finished products to storage levels. Warehouses implement these systems for efficient pallet transport and organized inventory management across multiple floors. Distribution centers benefit from streamlined loading and unloading processes, while industrial plants rely on them for safe vertical movement of heavy components and materials. Their adaptability makes them essential infrastructure for any operation requiring reliable vertical transportation of goods and equipment. The business value of Beacon Freight Elevators manifests through increased productivity, reduced labor requirements, and enhanced workplace safety standards. Their reliable operation ensures minimal downtime and consistent performance over extended periods. The engineering focus on quality and durability provides long-term operational consistency, reducing maintenance costs and unexpected interruptions. These elevators support business growth by enabling efficient material flow, optimizing space utilization, and improving overall operational throughput. The combination of robust construction and reliable performance delivers a trustworthy solution that contributes significantly to operational excellence and cost-effective material handling. Key Features: - Heavy-duty construction using industrial-grade materials for extended service life - Customizable configurations to meet specific spatial and operational requirements - Comprehensive safety systems including overload protection and secure access doors - Reliable motor and control systems ensuring smooth and consistent operation - Seamless integration capabilities with existing material handling equipment Benefits: - Enhanced operational efficiency through streamlined vertical material transport - Reduced manual handling requirements and associated labor costs - Improved workplace safety with built-in protection mechanisms - Long-term reliability minimizing downtime and maintenance expenses - Optimized space utilization through efficient multi-level material flow
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
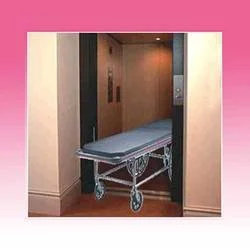
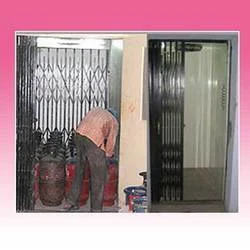
Beacon Freight Elevators deliver robust vertical transportation for heavy materials across industrial environments. These systems efficiently move pallets, machinery, raw materials, and finished goods between multiple floors, streamlining operations while reducing manual handling. Their durable construction ensures reliable performance in demanding conditions, supporting continuous workflow in manufacturing plants, warehouses, and distribution centers with safe vertical movement of bulky items. Engineered for varied industrial logistics needs, these elevators accommodate different load capacities and operational requirements. Their design integrates seamlessly with existing workflows, making them suitable for both new installations and facility upgrades. Businesses achieve enhanced productivity, reduced handling time, and improved workplace safety through consistent, dependable performance in material transport between levels. - Manufacturing facilities for moving heavy machinery components between production floors - Warehouse operations for efficient palletized goods transport and inventory management - Distribution centers for streamlined loading and unloading processes across levels - Industrial plants for transporting raw materials and finished products vertically - Storage facilities for handling bulky items and equipment between different floors
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Beacon Engineering India Pvt Ltd, New Delhi
 New Delhi, India
New Delhi, India
Automotive & Transport•ManufacturerTrading Company
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
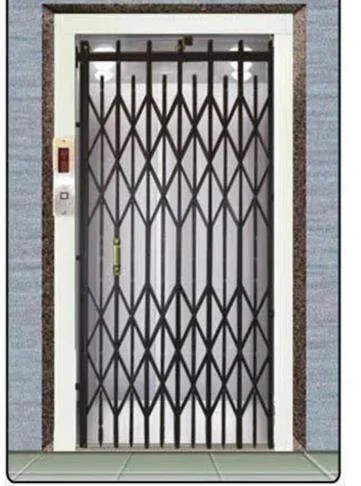
Industrial Freight Elevators For Heavy Material Handling
Beacon Freight Elevators provide reliable heavy-duty vertical transport solutions for industrial material handling, featuring robust construction and custom specifications for safe, efficient operations in warehouses and manufacturing facilities.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Beacon Engineering India Pvt Ltd New Delhi, India
New Delhi, India
Automotive & TransportManufacturer