undefined

Similar Products







Description
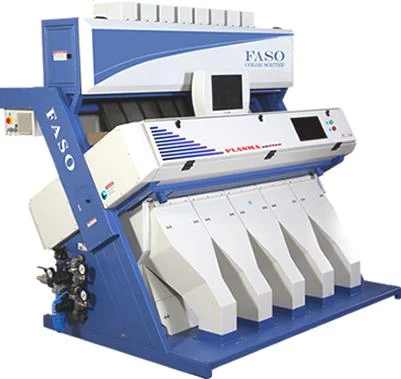
The FASO Micro Plus Series represents a significant advancement in optical sorting technology for the grain processing sector. This high-precision machine combines ultra-high-defin...
The FASO Micro Plus Series represents a significant advancement in optical sorting technology for the grain processing sector. This high-precision machine combines ultra-high-definition cameras with sophisticated intelligent image processing algorithms to accurately identify and remove defects from rice streams. Engineered for capacities ranging from 0.5 to 3 tons per hour, it features rapid-response ejectors that operate with minimal grain loss, ensuring maximum yield preservation. The system operates on 230V AC power with a 2kW consumption, designed for 50-60 Hz electrical systems, and is built as a new unit with reliable performance as its cornerstone. Its robust construction and advanced components deliver consistent sorting accuracy that meets the stringent requirements of modern food processing facilities. This sorting machine finds essential application across rice mills and grain processing operations that handle various rice types including raw, boiled, steamed, and specialty varieties like basmati. Small to medium capacity processors particularly benefit from its scalable throughput, allowing them to maintain quality standards while optimizing production volumes. The technology is indispensable for operations focused on producing premium rice for retail packaging, export markets, and institutional buyers who demand consistent grain color, size, and purity. Industries involved in food manufacturing, wholesale grain distribution, and agricultural processing utilize this equipment to enhance their product value and meet regulatory standards for food safety and quality. Investing in the FASO Micro Plus Series delivers substantial business value through improved operational efficiency and product quality. The machine's reliability stems from its durable FPGA and DSP hardware architecture, which ensures stable performance even in demanding industrial environments. This reliability translates to reduced downtime and maintenance costs, while the consistent sorting accuracy minimizes product waste and maximizes yield. The system's user-friendly touchscreen interface simplifies operation and reduces training requirements, and features like automatic cleaning and pressure sensors maintain optimal performance with minimal manual intervention. These attributes collectively provide a strong return on investment through enhanced productivity, superior end-product quality, and strengthened market competitiveness for processing businesses. Key Features: - Ultra-high-definition cameras provide detailed imaging for precise defect detection. - Intelligent image processing algorithms accurately identify discolored, broken, and foreign materials. - High-speed ejectors with 2ms response time ensure minimal good grain loss during sorting. - Capacity range from 0.5 to 3 tons per hour suits small to medium processing operations. - User-friendly touchscreen interface allows for easy operation and parameter adjustments. Benefits: - Delivers consistent sorting accuracy for various rice types including raw, boiled, and basmati. - Maximizes product yield by minimizing the removal of good grains during defect ejection. - Enhances end-product quality and purity for premium market positioning. - Reduces operational costs through efficient power consumption and reliable performance. - Supports food safety standards by effectively removing foreign materials and defective grains.
Specifications
| productDetailPage.specification.attribute | productDetailPage.specification.value |
|---|---|
| ApplicationConditionTypeCapacityPowerVoltageWarrantyManufactured in |
| Additional Information | |
|---|---|
| Country of Origin | 106 |
| Customisable | No |
Application
The FASO Micro Plus Series is engineered for precise rice and grain sorting applications, delivering consistent quality for various rice types including raw, boiled, steamed, and basmati. Its 0.5 to 3 TPH capacity range makes it perfectly suited for small to medium-scale processing operations seeking to enhance output quality without compromising on throughput efficiency. This machine integrates seamlessly into existing processing lines, providing reliable defect detection and removal for food grain industries. The system's intelligent image processing and high-speed ejectors ensure minimal good grain loss while maximizing the removal of discolored, broken, or foreign materials, directly supporting operations that prioritize purity and premium product standards. - Sorting raw paddy rice to remove stones, discolored grains, and foreign materials before milling. - Processing boiled rice to ensure uniform color and eliminate undercooked or overcooked grains. - Grading steamed rice varieties for consistent texture and appearance in packaged goods. - Handling basmati rice to maintain long-grain integrity and remove broken pieces for export quality. - Cleaning and sorting other food grains like wheat or pulses for impurity removal in diversified mills.
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Food & Agriculture•ManufacturerDistributor / WholesalerRetailer
Factory Details
Factory SizeBelow 1000 sqm
FASO Micro Plus Series High Precision Rice Sorting Machine 0.5 3 TPH
FASO Micro Plus Series high-precision grain sorting machine uses ultra-HD cameras and intelligent processing for accurate rice sorting from 0.5 to 3 TPH with reliable, consistent performance for mills and processors.
Min. Order Quantity: 1 Unit
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Pugos technologies
 , India
, India
Food & AgricultureManufacturer