undefined

Similar Products






Description
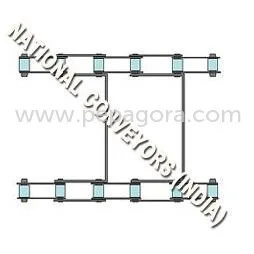
Our industrial heavy duty extractor chains represent reliable material handling solutions designed specifically for demanding industrial applications. Manufactured using superior q...
Our industrial heavy duty extractor chains represent reliable material handling solutions designed specifically for demanding industrial applications. Manufactured using superior quality materials and precision engineering, these chains ensure dependable performance in transferring heavy loads through various handling equipment. Each chain undergoes rigorous testing to meet industry standards, providing the reliability that operations depend on for critical material movement. The design focuses on creating efficient transfer mechanisms that minimize downtime while maximizing performance in challenging working conditions, offering solutions that serious buyers can trust for their essential operations. These extractor chains serve vital roles across multiple heavy industries including mining, construction, cement production, agriculture, and manufacturing sectors. In mining operations, they facilitate the movement of extracted minerals through processing plants and transportation systems. Construction industries utilize them in material transfer systems for aggregates and construction materials. Cement manufacturers rely on these chains for handling raw materials throughout production facilities, while agricultural operations use them for bulk product handling. Their versatility makes them indispensable in any environment requiring robust material transportation that withstands continuous heavy use and demanding conditions. The value of our extractor chains lies in their exceptional reliability and operational efficiency. By reducing maintenance requirements and minimizing unexpected downtime, these chains contribute significantly to productivity and operational continuity. Their durable construction ensures extended service life compared to standard alternatives, providing better long-term value. The quality manufacturing ensures perfect compatibility with existing equipment and processes, offering solutions that integrate seamlessly into current operations. This combination of reliability, durability, and performance makes our extractor chains a practical investment for operations looking to optimize their material handling capabilities. Key Features: - Manufactured from high-grade materials for exceptional durability and long service life - Robust construction specifically designed to handle extreme heavy loads and demanding conditions - Precision engineering ensuring smooth, reliable material transfer with minimal vibration - Low maintenance design that reduces operational downtime and service requirements - Quality manufacturing processes that ensure consistent performance and reliability Benefits: - Extended service life and reduced replacement frequency for lower long-term costs - Reliable performance that minimizes operational interruptions and production delays - Reduced maintenance requirements that lower operational expenses and labor costs - Smooth material transfer that protects both the chain and connected equipment - Consistent quality that ensures predictable performance in demanding applications
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Heavy duty extractor chains provide reliable movement of bulk materials in demanding industrial environments where equipment failure is not an option. Their robust construction ensures continuous operation under high-stress conditions, making them essential for operations that require dependable material transfer systems across multiple sectors. These chains are engineered specifically to handle abrasive materials, extreme temperatures, and substantial loads without performance compromise. They serve as critical components in conveyor systems, elevators, and transport mechanisms, offering reliable performance that minimizes operational interruptions and maintenance requirements across various industrial settings. - Mining operations for transporting extracted ores, minerals, and raw materials through processing facilities - Cement production plants for moving raw materials, clinker, and finished cement products - Construction material handling in concrete batching plants and aggregate transfer systems - Agricultural processing facilities for grain, feed, and bulk agricultural product transportation - Manufacturing facilities for heavy component transfer between production stations and assembly lines
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
National Engineers India, Punjab
 Punjab, India
Punjab, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Heavy Duty Extractor Chains For Material Handling Equipment
Industrial heavy duty extractor chains for material handling equipment transfer heavy loads reliably in demanding industrial environments. Built for durability and low maintenance across mining, construction, and manufacturing applications.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
National Engineers India Punjab, India
Punjab, India
Industrial Equipment & MachineryManufacturer