undefined

Similar Products




Description
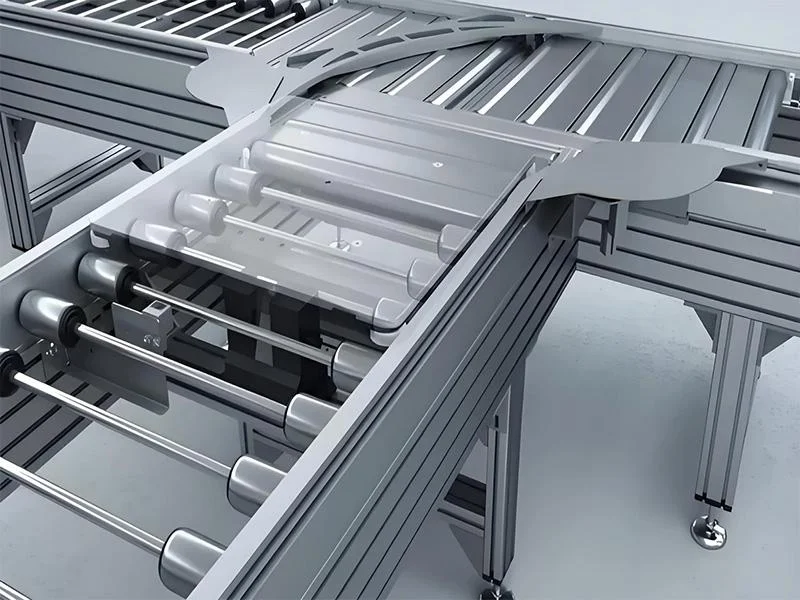
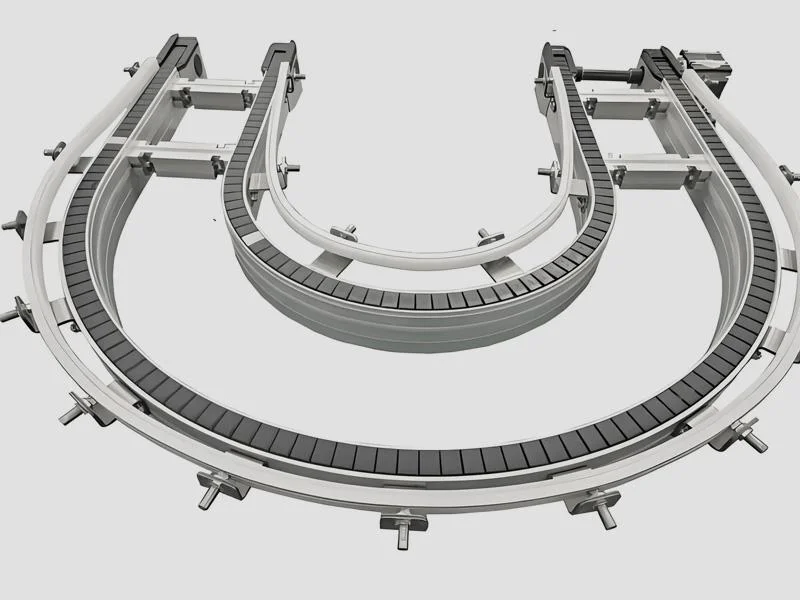
Our industrial heavy-duty drag chain conveyors represent premium material handling solutions engineered for maximum reliability in demanding bulk transport applications. Manufactur...
Our industrial heavy-duty drag chain conveyors represent premium material handling solutions engineered for maximum reliability in demanding bulk transport applications. Manufactured to international quality standards, these systems deliver consistent performance and exceptional durability that serious industrial buyers require for their critical operations. The robust construction ensures these conveyors can handle abrasive, hot, and difficult materials while maintaining operational efficiency and minimizing downtime through superior engineering and quality components. Each conveyor is designed for long-term service with minimal maintenance requirements, providing dependable material movement that keeps your production lines running smoothly. These conveyors serve essential roles across multiple heavy industries where bulk material transport is mission-critical. In cement manufacturing, they handle everything from raw limestone to finished cement with minimal spillage and dust emission. Power generation facilities rely on them for efficient coal and ash handling systems that operate continuously under demanding conditions. Mining operations utilize these conveyors for transporting ores and aggregates through challenging environments, while chemical production plants benefit from their enclosed design for handling hazardous or sensitive materials safely. Food processing facilities also employ these systems for sanitary bulk handling where contamination prevention is paramount. The business value of our drag chain conveyors lies in their exceptional reliability and long-term cost efficiency. These systems are engineered to minimize maintenance requirements while maximizing operational uptime, directly impacting your bottom line through reduced operational costs and increased productivity. The quality construction ensures consistent performance even under extreme conditions, providing peace of mind for operations managers and facility engineers. This reliability, combined with international standard compliance, makes these conveyors ideal for businesses seeking dependable equipment that delivers consistent results year after year without unexpected downtime or excessive maintenance expenses. Key Features: - Heavy-duty construction built to international quality standards for maximum durability - Enclosed trough design providing superior dust control and material containment - Engineered for handling abrasive, hot, and difficult bulk materials efficiently - Low maintenance design with easy access points for simplified servicing - Consistent performance in demanding industrial environments and harsh conditions Benefits: - Reliable material transport with minimal downtime for continuous operations - Reduced maintenance costs through durable construction and smart design - Improved workplace safety through effective dust and material containment - Long service life providing excellent return on investment over time - Efficient material handling that supports increased production capacity
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Heavy-duty drag chain conveyors are engineered for continuous bulk material transport in challenging industrial environments. Their enclosed design effectively contains abrasive, hot, or dusty materials, preventing environmental contamination while ensuring consistent material flow and workplace safety. This makes them ideal for operations where spillage control and containment are critical to maintaining clean and efficient facilities. These robust systems are specifically designed for industries requiring reliable material movement with minimal downtime. Their construction withstands extreme wear and temperature variations, providing dependable performance in harsh conditions where equipment failure is not an option. The conveyors maintain operational efficiency while reducing maintenance needs, making them essential for continuous production processes across multiple sectors. - Cement plants for handling raw materials, clinker, and finished cement products - Power generation facilities transporting coal, biomass, and ash materials - Mining operations moving ores, aggregates, and mineral concentrates - Chemical production facilities handling powders, granules, and hazardous materials - Food processing plants for sanitary transport of grains, flour, and powdered ingredients
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Aircon Handling Systems Private Limited, Karnataka
 Karnataka, India
Karnataka, India
Industrial Equipment & Machinery•ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
North America
Oceania
Northern Europe
South America
Mid East
Southern Europe
Eastern Europe
Eastern Asia
South Asia
Southeast Asia
Western Europe
Africa
Central America
Quality & Certification
Our objective is to consistently improve quality and design highly advanced product by familiarizing the latest technology in the globe. From the production stage up to the delivery of the product, always stick to the international standard organization quality terms. We are certified with ISO 9001:2008 certification.
Our objective is to consistently improve quality and design highly advanced product by familiarizing the latest technology in the globe. From the production stage up to the delivery of the product, always stick to the international standard organization quality terms. We are certified with ISO 9001:2008 certification.Our objective is to consistently improve quality and design highly advanced product by familiarizing the latest technology in the globe. From the production stage up to the delivery of the product, always stick to the international standard organization quality terms. We are certified with ISO 9001:2008 certification.
Our objective is to consistently improve quality and design highly advanced product by familiarizing the latest technology in the globe. From the production stage up to the delivery of the product, always stick to the international standard organization quality terms. We are certified with ISO 9001:2008 certification.Our objective is to consistently improve quality and design highly advanced product by familiarizing the latest technology in the globe. From the production stage up to the delivery of the product, always stick to the international standard organization quality terms. We are certified with ISO 9001:2008 certification.
Our objective is to consistently improve quality and design highly advanced product by familiarizing the latest technology in the globe. From the production stage up to the delivery of the product, always stick to the international standard organization quality terms. We are certified with ISO 9001:2008 certification.Our objective is to consistently improve quality and design highly advanced product by familiarizing the latest technology in the globe. From the production stage up to the delivery of the product, always stick to the international standard organization quality terms. We are certified with ISO 9001:2008 certification.
Our objective is to consistently improve quality and design highly advanced product by familiarizing the latest technology in the globe. From the production stage up to the delivery of the product, always stick to the international standard organization quality terms. We are certified with ISO 9001:2008 certification.Our objective is to consistently improve quality and design highly advanced product by familiarizing the latest technology in the globe. From the production stage up to the delivery of the product, always stick to the international standard organization quality terms. We are certified with ISO 9001:2008 certification.
Our objective is to consistently improve quality and design highly advanced product by familiarizing the latest technology in the globe. From the production stage up to the delivery of the product, always stick to the international standard organization quality terms. We are certified with ISO 9001:2008 certification.Industrial Heavy Duty Drag Chain Conveyors For Bulk Material Handling
Industrial heavy duty drag chain conveyors for bulk material handling offer reliable transport of abrasive materials with superior durability and low maintenance for demanding industrial operations.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Aircon Handling Systems Private Limited Karnataka, India
Karnataka, India
Industrial Equipment & MachineryManufacturer