undefined

Similar Products







Description
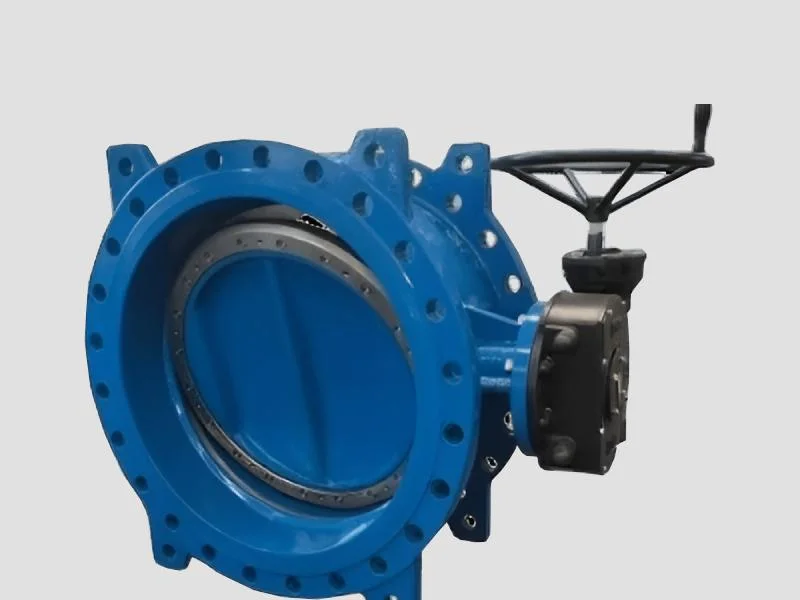
Our DI Pressure Relief Valves are precision-engineered safety devices designed to automatically protect pipelines, pumps, and critical equipment from dangerous pressure surges and ...
Our DI Pressure Relief Valves are precision-engineered safety devices designed to automatically protect pipelines, pumps, and critical equipment from dangerous pressure surges and overpressure conditions. These pilot-operated valves feature proportional opening in response to pressure spikes and smooth closing when normal conditions restore, ensuring system stability and operational safety. Constructed from high-grade GGG50 ductile iron with reinforced EPDM diaphragms and corrosion-resistant internal components, they deliver long-lasting, maintenance-free performance. The fusion-bonded epoxy coating provides superior resistance to soil and water corrosion, while the factory-set or field-adjustable pilot system guarantees precise pressure regulation across various operating conditions from 1 to 16 bar. These pressure relief valves find extensive application across multiple industries where pressure management is critical for safety and operational efficiency. In water distribution networks, they protect DMA zones and prevent pipeline damage during pressure fluctuations. Municipal water treatment plants utilize them for reservoir protection and pumping station safety. Industrial sectors including manufacturing, chemical processing, and power generation rely on these valves for cooling systems, process pipelines, and equipment protection. Fire protection systems incorporate them to maintain pressure integrity in sprinkler networks, while commercial buildings use them for HVAC and plumbing system safety across diverse operational environments. The business value of these DI Pressure Relief Valves extends beyond basic functionality to deliver tangible operational advantages and cost savings. Their maintenance-free design reduces downtime and service interruptions, while the durable construction minimizes replacement costs and extends equipment lifecycle. The adjustable pressure settings allow customization for specific operational requirements, providing flexibility across different applications. Reliability is ensured through rigorous hydraulic testing at 1.5 times PN for the body and 1.1 times PN for the seat, with diaphragm life expectancy exceeding five years under normal conditions. These valves represent a smart investment in infrastructure protection, preventing costly damage from pressure surges while ensuring continuous, safe operation of critical systems. Key Features: - Constructed from GGG50 ductile iron with fusion-bonded epoxy coating (≥250 µm) - Reinforced EPDM diaphragm with adjustable set pressure range (1-16 bar) - Comprehensive size range from DN50 to DN800 with PN10/PN16 flange ratings - Operating temperature range from -10°C to +80°C for versatile applications - Hydraulic tested body (1.5×PN) and seat (1.1×PN) ensuring reliability Benefits: - Prevents costly equipment damage and pipeline failures from pressure surges - Maintenance-free operation reduces downtime and service costs significantly - Drinking water safe construction with optional WRAS/NSF certifications available - Long service life exceeding five years under normal operating conditions - Customizable configurations for project-specific requirements and applications
Specifications
| productDetailPage.specification.attribute | productDetailPage.specification.value |
|---|---|
| Body Material | Ductile Iron (GGG50) |
| Coating Thickness | Fusion-Bonded Epoxy (≥250 µm) |
| Diaphragm Material | Reinforced EPDM |
| Size Range (DN) | 50 mm – 800 mm |
| Flange Ratings | PN10 / PN16 or project-specific |
| Set Pressure Range | 1 – 16 bar (adjustable) |
| Operating Pressure | Up to PN16 bar |
| Temperature Range | 10°C to +80°C |
| Hydraulic Tested | Body – 1.5 × PN, Seat – 1.1 × PN |
| Diaphragm Life Expectancy | >5 years under normal operating conditions |
| Water Safety | Drinking water safe (WRAS/NSF optional) |
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
DI Pressure Relief Valves provide essential pressure protection across water infrastructure and industrial processing systems. Their automatic pressure regulation prevents catastrophic failures in pipelines, pumps, and sensitive equipment while maintaining system stability during pressure fluctuations and surge events. These valves are engineered for demanding environments where consistent performance and minimal maintenance ensure operational continuity and safety compliance. From municipal water networks to industrial manufacturing facilities, these pressure relief valves protect valuable assets across multiple sectors. Their robust construction and reliable operation make them suitable for both standard and specialized applications, including high-pressure zones, temperature-variable systems, and corrosive environments where equipment protection is essential for business operations and regulatory requirements. - Water distribution networks and DMA zones for overpressure protection - Pumping stations and lift stations for pressure relief and bypass functions - Fire protection systems and sprinkler networks to maintain pressure integrity - Industrial cooling systems and process pipelines in manufacturing plants - Reservoir inlet and discharge points for surge prevention and level control
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Preetam Ferroworks Private Limited, Tamil Nadu Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & Machinery•Manufacturer
Factory Details
Factory Size1000-5000 sqm
Annual Production Capacity0
DI Pressure Relief Valves Ductile Iron FBE Coating 50 800mm DN
DI Pressure Relief Valves with ductile iron FBE coating automatically release excess pressure to protect pipelines and equipment in water systems and industrial applications from 50-800mm DN sizes.
Min. Order Quantity: 1 Pieces
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Preetam Ferroworks Private Limited
 Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & MachineryManufacturer