undefined
Similar Products








Description
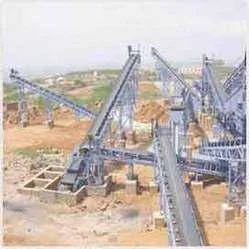
Our industrial belt conveyors represent reliable bulk material handling solutions specifically engineered for transporting crushed stones and heavy aggregates. These robust systems...
Our industrial belt conveyors represent reliable bulk material handling solutions specifically engineered for transporting crushed stones and heavy aggregates. These robust systems feature heavy-duty belts constructed from industrial-grade materials capable of withstanding extreme abrasion and impact loads common in stone handling operations. The conveyors incorporate precision-engineered rollers, sturdy steel frames, and dependable drive mechanisms that ensure smooth, continuous operation under demanding conditions. Each unit undergoes comprehensive quality testing to guarantee performance reliability and operational safety, making them suitable for businesses seeking efficient material transport solutions that maximize productivity while minimizing operational interruptions. These conveyor systems serve critical functions across multiple heavy industries including mining operations, construction projects, quarry management, aggregate processing facilities, and large-scale infrastructure development. In mining environments, they efficiently transport extracted materials from primary crushers to secondary processing areas and stockpiles. Construction sites utilize them for moving aggregates between storage areas, mixing plants, and placement locations. Quarry operations benefit from their continuous material handling capabilities from extraction points through crushing circuits to loading stations. Recycling and aggregate processing plants employ these conveyors for moving materials between sorting, screening, and processing stages, demonstrating exceptional versatility across different industrial requirements and operational scales. The operational value of our conveyor systems extends beyond basic material transport, delivering significant advantages including reduced manual handling, increased throughput capacity, and enhanced workplace safety through automated material movement. Their reliability translates to minimized operational downtime and predictable maintenance requirements, providing strong return on investment through consistent performance. The adaptable designs allow integration with specific spatial layouts and operational workflows, ensuring optimal compatibility with existing processes and equipment. These conveyors are built for extended service life, featuring corrosion-resistant components and wear-resistant surfaces that maintain performance integrity through years of heavy industrial use in challenging environments. Key Features: - Heavy-duty industrial-grade belts with exceptional abrasion resistance for stone handling - Robust steel frame construction with reinforced support structures for stability - Precision-engineered rollers and reliable drive mechanisms ensuring smooth operation - Adaptable designs with various lengths and widths to fit specific layouts - Advanced safety features including emergency stop systems and protective guarding Benefits: - Consistent material transport with minimal downtime for increased productivity - Reduced manual labor requirements and associated operational costs - Enhanced workplace safety through automated bulk material handling - Long-term durability with components designed for extended service life - Seamless integration with existing crushing and processing equipment
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our heavy-duty belt conveyors are engineered for demanding bulk material transport across industrial sectors. They efficiently move crushed stone, aggregates, and similar materials with consistent reliability and minimal downtime. The robust construction ensures continuous operation under heavy loads and challenging environmental conditions, making them ideal for round-the-clock industrial operations. These industrial conveyors feature adaptable designs with various lengths, widths, and configurations to fit specific operational layouts and spatial requirements. They integrate seamlessly with existing crushing, screening, and processing equipment for streamlined material flow. The systems are designed for straightforward maintenance and long-term durability, featuring components that withstand abrasion and impact in tough industrial environments. - Mining operations transporting extracted stones from crushers to processing and stockpile areas - Construction sites efficiently moving aggregates between mixing, batching, and placement zones - Quarry facilities handling continuous material flow from extraction points to crushing and loading stations - Aggregate processing plants moving materials between screening, washing, and sorting operations - Large-scale infrastructure projects transporting bulk materials across extended work sites
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Abhishek Enterprises, Haryana
 Haryana, India
Haryana, India
Industrial Equipment & Machinery•ManufacturerTrading Company
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
Industrial Belt Conveyors For Crushed Stone Transport Heavy Duty
Heavy-duty industrial belt conveyors for reliable crushed stone transport. Premium quality systems with high load capacity for mining, construction, and material handling industries seeking efficient bulk material movement solutions.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Abhishek Enterprises Haryana, India
Haryana, India
Industrial Equipment & MachineryManufacturer