undefined
Similar Products




Description
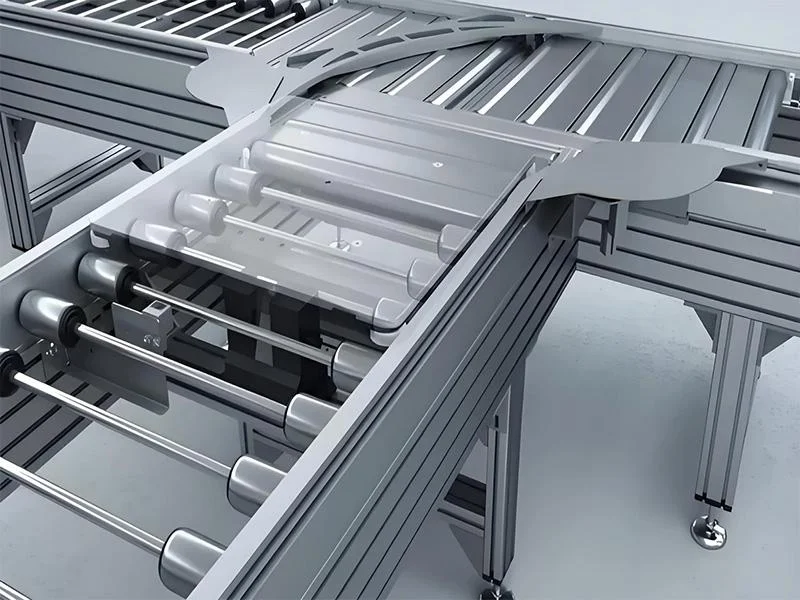
Our premium industrial conveyor belts are engineered for professionals who demand reliability, durability, and performance in material handling operations. Constructed from high-gr...
Our premium industrial conveyor belts are engineered for professionals who demand reliability, durability, and performance in material handling operations. Constructed from high-grade rubber and reinforced with metal components, these belts are built to handle continuous operation in challenging industrial environments. They are designed to meet specific operational requirements, ensuring perfect integration with your existing systems. Whether you need standard configurations or tailored solutions, our conveyor belts deliver consistent material handling efficiency while reducing downtime and maintenance costs. Trusted by buyers across global markets, these belts represent a smart investment for operations prioritizing long-term value and operational excellence. These conveyor belts serve critical functions across multiple industries. In mining and quarrying, they transport heavy bulk materials like coal, iron ore, and aggregates under extreme conditions. Manufacturing facilities rely on them for moving components along production lines and between assembly stations. Logistics and warehousing operations use these belts for sorting, stacking, and moving packages efficiently. Food processing plants utilize specialized versions for conveying products through washing, cutting, packaging, and inspection processes. Airports implement them in baggage handling systems to ensure smooth passenger experiences and operational reliability. Businesses choose our conveyor belts for their proven reliability and significant operational value. These systems reduce labor costs, minimize material handling errors, and increase overall throughput. Their durable construction ensures long service life with minimal maintenance requirements, providing excellent return on investment. The design options allow for adaptation to specific layout and functional needs, eliminating compatibility issues. With strict adherence to industry standards and quality norms, these belts offer peace of mind for serious buyers who prioritize equipment reliability, safety, and continuous operation in their industrial processes. Key Features: - Constructed from high-grade rubber and metal reinforcements for extended durability - Engineered for high-capacity material handling and continuous operational demands - Designed to withstand harsh conditions including abrasion, impact, and extreme temperatures - Available in various widths, lengths, and tensile strengths to suit different applications - Options for cleats, sidewalls, and specific surface textures for specialized needs Benefits: - Reduced operational costs through minimal maintenance requirements and long service life - Increased productivity with continuous material handling and higher throughput capacity - Enhanced reliability in demanding environments with robust construction materials - Improved safety with consistent performance and reduced manual handling risks - Flexible integration with existing systems through multiple configuration options
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
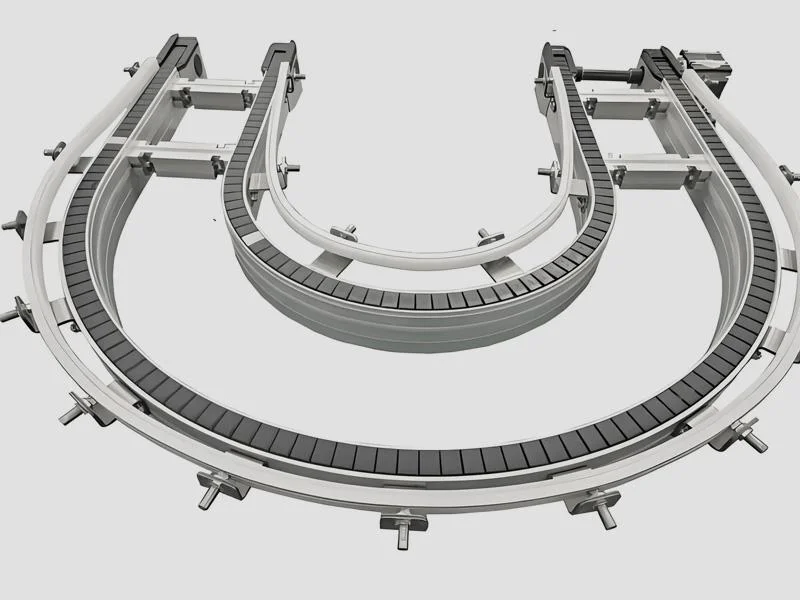
Our heavy-duty conveyor belts are engineered for demanding industrial environments where reliability and continuous operation are critical. They efficiently transport bulk materials, packages, and products across various sectors, reducing manual handling and increasing throughput. Built to withstand abrasion, impact, and extreme conditions, these belts ensure smooth material flow in the most challenging settings. These conveyor systems are designed to fit specific layout and functional requirements. With options for different widths, lengths, surface textures, and accessories like cleats or sidewalls, they adapt perfectly to your unique operational needs. This flexibility makes them suitable for industries ranging from mining and agriculture to food processing and airport logistics. - Transporting bulk materials such as coal, ore, and aggregates in mining and quarrying operations - Moving products along assembly lines and between workstations in manufacturing plants - Sorting and conveying packages in distribution centers and warehouse logistics systems - Handling food products during processing, washing, inspection, and packaging stages - Moving luggage and cargo through airport baggage handling systems and freight terminals
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Apco Agencies, Gujarat
 Gujarat, India
Gujarat, India
Construction•Distributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
Domestic
Industrial Conveyor Belts Heavy Duty Rubber Metal Material Handling
Industrial conveyor belts heavy duty rubber metal material handling systems for mining, manufacturing, logistics. Premium quality construction ensures reliable performance in demanding environments with durable, low-maintenance operation.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Apco Agencies Gujarat, India
Gujarat, India
ConstructionDistributor / Wholesaler
