undefined

Similar Products






Description
Our premium cement storage silos represent engineering excellence in bulk material storage solutions for construction and industrial sectors. Designed with capacities ranging from ...
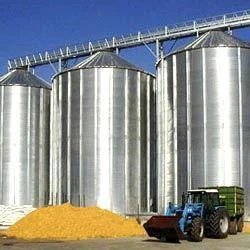
Our premium cement storage silos represent engineering excellence in bulk material storage solutions for construction and industrial sectors. Designed with capacities ranging from 35 to 150 metric tons, these robust silos provide secure storage for loose cement and fly ash in demanding environments. The units feature advanced safety systems including high-pressure safety valves and maximum level indicators to ensure operational integrity while maintaining material quality throughout storage and retrieval processes. The specialized design incorporates durability and functionality to meet rigorous demands of construction material handling with reliable performance and long-term service life. These storage silos serve critical roles across multiple industries including construction companies, concrete manufacturing plants, infrastructure development projects, and industrial processing facilities. They are particularly valuable for ready-mix concrete producers who require consistent material quality and reliable storage solutions. The silos also find applications in precast manufacturing plants, large-scale construction sites, and industrial operations dealing with fly ash containment and management. Their versatility makes them suitable for both temporary project-based installations and permanent plant configurations across various industrial settings and operational requirements. The business value of these cement storage silos lies in their exceptional reliability, operational efficiency, and long-term durability. These units offer significant return on investment through reduced maintenance costs, minimized material waste, and enhanced operational safety. The robust construction ensures years of trouble-free service while the advanced safety features protect both personnel and stored materials. As an OEM supplier, we provide negotiable pricing to meet specific project requirements, making these silos accessible for various business needs and budget considerations while maintaining quality standards. Key Features: - High-pressure safety valve for operational security and pressure management - Maximum level indicator to prevent overfilling and ensure optimal capacity usage - Robust construction using quality materials for long-term durability and reliability - 35-150 MT capacity range suitable for various project sizes and requirements - Specialized fluidizing system for smooth material flow and consistent discharge Benefits: - Enhanced operational safety with advanced pressure management systems - Optimal capacity utilization through precise level monitoring and control - Long-term reliability with durable construction and minimal maintenance requirements - Flexible storage solutions with multiple capacity options for different project scales - Consistent material flow and discharge efficiency for uninterrupted operations
Specifications
| productDetailPage.specification.attribute | productDetailPage.specification.value |
|---|---|
| Type | Cement Storage Silo |
| Level Indicator | Maximum |
| Safety Valve | High pressure |
| Fluidizing System | Cement silo |
| Filter System | Cement silo |
| Condition | New |
| Standard Or Non Standard | Standard |
| Supply Type | OEM |
| Price | Negotiable |
| Performance | High |
| Construction | Strong And Sturdy |
| Efficiency | More |
| Capacity | 35, 50, 75, 100 & 150 MT |
| Main Use | Storing loose cement & Fly ash |
| Application | Construction Industries |
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our cement storage silos are engineered for industrial applications requiring secure bulk material storage. They serve construction companies, concrete plants, and infrastructure projects needing reliable cement and fly ash containment. These units handle demanding environments where material quality and operational safety are critical for continuous operations and project success. The robust design ensures years of reliable service while maintaining structural integrity under various operational conditions. These silos support ready-mix concrete production, precast manufacturing, and large-scale construction sites requiring efficient material handling. The specialized fluidizing system ensures smooth material flow while the high-pressure safety valve provides operational security. Suitable for both temporary project sites and permanent plant installations across multiple industries, these storage solutions deliver consistent performance and material protection throughout their service life. - Construction material storage for large-scale building projects - Ready-mix concrete plants requiring bulk cement storage - Precast concrete manufacturing facilities - Fly ash containment systems in industrial settings - Infrastructure project sites including roads, bridges, and dams
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

V. P. Engineering Works, Tamil Nadu
 Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
Mid East
Eastern Asia
South Asia
Southeast Asia
Cement Storage Silo 35 150 MT High Pressure Safety Valve OEM
Cement Storage Silo 35-150 MT capacity with high-pressure safety valve for reliable cement and fly ash storage in construction industries. OEM supply with robust construction and maximum level indicator.
Min. Order Quantity: 1 Pairs
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
V. P. Engineering Works Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & MachineryManufacturer