undefined

Similar Products







Description
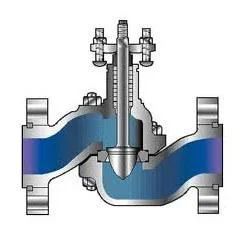
Industrial cast steel globe valves in 150, 300, and 600 pressure classes represent premium flow control solutions designed for demanding high-pressure applications. Featuring outsi...
Industrial cast steel globe valves in 150, 300, and 600 pressure classes represent premium flow control solutions designed for demanding high-pressure applications. Featuring outside screw and yoke construction with rising spindle mechanism, these valves provide reliable operation and clear visual position indication. The bolted bonnet design ensures superior sealing integrity, while the swivel disc and renewable body ring offer exceptional wear resistance and extended service life. Engineered for precision flow regulation and positive shut-off, these valves deliver consistent performance in high-temperature environments where reliability is non-negotiable. Their robust construction allows for maintenance operations including repacking under pressure when in the full open position, minimizing system downtime during service intervals. These globe valves serve critical functions across multiple heavy industries including oil and gas exploration, power generation facilities, chemical processing plants, and water treatment systems. In petroleum refineries, they control hydrocarbon flows through distillation units and processing systems. Power plants utilize them for steam isolation services, feedwater control, and turbine bypass applications. Chemical manufacturers rely on their corrosion-resistant properties for handling aggressive media and process chemicals. Water treatment facilities employ these valves for mainline isolation, flow control, and distribution network management. Their robust construction meets stringent industrial requirements where system failure carries significant operational and safety consequences, making them the preferred choice for engineers specifying equipment for critical service applications. The business value of these cast steel globe valves lies in their exceptional reliability, reduced maintenance requirements, and extended operational lifespan. The removable yoke bush and renewable components minimize replacement costs while maximizing service intervals. Their ability to be repacked under pressure significantly reduces maintenance downtime, translating to higher production availability and lower total cost of ownership. These valves provide operational peace of mind through proven durability and consistent performance under extreme conditions. The design ensures optimal flow control with minimal pressure drop, contributing to system efficiency. This combination of features makes them a smart investment for operations prioritizing safety, efficiency, and reliability in their fluid handling systems. Key Features: - Outside screw and yoke design for safe high-pressure operation and maintenance - Rising spindle mechanism providing clear visual valve position indication - Bolted bonnet construction ensuring superior leak protection and sealing integrity - Renewable body ring and swivel disc for extended service life and wear resistance - Removable yoke bush enabling maintenance without complete valve disassembly Benefits: - Enhanced operational safety through reliable high-pressure performance and visual indicators - Reduced maintenance costs with renewable components and easy service access - Extended service life through robust cast steel construction and wear-resistant design - Minimized system downtime with pressure-maintained repacking capability - Consistent flow control with precise regulation and positive shut-off in critical applications
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Engineered for precise flow regulation and positive shut-off in demanding industrial environments, these cast steel globe valves deliver reliable performance. The outside screw and yoke design ensures safe operation under high pressure, while the rising spindle provides clear visual indication of valve position. These features make them suitable for systems requiring frequent operation and dependable isolation in critical service applications. Built with a swivel disc and renewable body ring, these valves offer extended service life with easy maintenance capabilities. The bolted bonnet design provides superior leak protection, and the hand wheel operation ensures manual control reliability. Industries including oil and gas, power generation, and chemical processing benefit from their durability and consistent performance in high-temperature and high-pressure environments where operational safety is paramount. - Controlling steam and water flow in power plant boiler systems and turbines - Regulating oil and gas transmission through pipeline networks and processing units - Managing chemical process flows in pharmaceutical and petrochemical manufacturing - Isolating sections in municipal water treatment and distribution systems - Shutting off high-pressure steam in industrial heating and process applications
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Flow Care Industries, Tamil Nadu
 Tamil Nadu, India
Tamil Nadu, India
Tools & Hardware•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Cast Steel Globe Valves 150 300 600 Class OSY Rising Spindle
Premium cast steel globe valves in 150, 300, and 600 classes feature OSY rising spindle design for reliable high-pressure flow control in industrial oil, gas, and power applications.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Flow Care Industries Tamil Nadu, India
Tamil Nadu, India
Tools & HardwareManufacturer




