undefined

Similar Products







Description
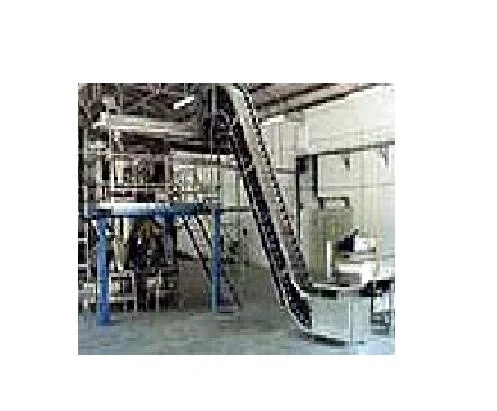
Our premium bucket elevators represent advanced vertical material handling technology engineered for businesses demanding reliability, efficiency, and precision in bulk material tr...
Our premium bucket elevators represent advanced vertical material handling technology engineered for businesses demanding reliability, efficiency, and precision in bulk material transportation. These sophisticated systems utilize a continuous loop of precision-engineered buckets mounted on durable chains or belts to vertically transport materials ranging from fine powders to large aggregates. Designed with exceptional flexibility, our elevators accommodate various material characteristics including density, abrasiveness, moisture content, and temperature sensitivity. The precisely calibrated buckets ensure accurate measured quantity transportation with minimal spillage or product waste, while the robust construction guarantees longevity even in the most demanding industrial environments. Every component, from the heavy-duty drive mechanism to the optimized discharge chute, is engineered for consistent performance that serious buyers can depend on for their critical operations. Industries ranging from agriculture and food processing to mining, construction, and chemical manufacturing rely on our bucket elevators as fundamental components of their material handling infrastructure. In agricultural sectors, these systems efficiently move grains, seeds, and fertilizers through processing and storage facilities while maintaining product integrity. The mining industry utilizes heavy-duty elevators specifically designed for transporting ores, minerals, and extracted materials between different processing stages under extreme conditions. Construction material manufacturers depend on them for handling cement, sand, and aggregates in production plants, while chemical and pharmaceutical facilities use specially designed elevators for powdered and granular materials requiring contamination control. Food processing facilities benefit from food-grade compliant elevators that maintain strict hygiene standards while moving products between production stages. The value of our bucket elevators extends beyond initial investment, delivering substantial return through enhanced operational efficiency and proven reliability. These automated systems significantly reduce labor costs by eliminating manual vertical material movement while minimizing product loss through precise, controlled transportation. Their energy-efficient design lowers operational expenses through optimized power consumption, and the durable construction reduces maintenance requirements and unexpected downtime. The adaptable design ensures integration with existing processes, maximizing throughput without requiring extensive facility modifications. With proven reliability across diverse industrial applications, our elevators provide peace of mind through consistent performance and reduced operational risks. The precise measurement capabilities contribute to better inventory control and process optimization, while the robust design ensures long service life even in challenging operating conditions. Key Features: - Precision-engineered buckets for accurate measured quantity transportation - Robust construction using high-quality materials resistant to abrasion and corrosion - Energy-efficient operation with optimized power consumption - Compatibility with diverse materials including grains, minerals, and chemicals - Durable drive mechanisms designed for continuous heavy-duty operation Benefits: - Reduced operational costs through energy efficiency and minimal maintenance - Enhanced productivity with consistent material flow and throughput - Improved material handling accuracy with precise quantity control - Long service life with durable components built for demanding conditions - Versatile application across multiple industries and material types
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Bucket elevators deliver essential vertical material handling for industries requiring continuous, efficient operation. These systems transport measured quantities of grains, minerals, chemicals, and aggregates with minimal energy consumption while occupying minimal floor space. Their robust construction ensures reliable performance in demanding environments including exposure to dust, moisture, and abrasive materials, supporting 24/7 operational requirements. Industries depend on bucket elevators for precise control over material transfer volumes and consistent throughput rates. The adaptable design accommodates various material characteristics including density, particle size, and temperature sensitivity. This versatility makes them indispensable in automated production lines where reliable vertical transportation is critical for operational efficiency and safety compliance across multiple sectors. - Vertical transportation of grains and cereals in food processing and storage facilities - Handling fertilizers and agricultural chemicals in manufacturing and distribution centers - Moving cement, sand, and aggregates in construction material production plants - Transporting minerals and ores in mining and metallurgical processing operations - Bulk material handling in chemical and pharmaceutical manufacturing processes
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Aircon Handling Systems Private Limited, Karnataka
 Karnataka, India
Karnataka, India
Industrial Equipment & Machinery•ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
North America
Oceania
Northern Europe
South America
Mid East
Southern Europe
Eastern Europe
Eastern Asia
South Asia
Southeast Asia
Western Europe
Africa
Central America
Quality & Certification
Our objective is to consistently improve quality and design highly advanced product by familiarizing the latest technology in the globe. From the production stage up to the delivery of the product, always stick to the international standard organization quality terms. We are certified with ISO 9001:2008 certification.
Our objective is to consistently improve quality and design highly advanced product by familiarizing the latest technology in the globe. From the production stage up to the delivery of the product, always stick to the international standard organization quality terms. We are certified with ISO 9001:2008 certification.Our objective is to consistently improve quality and design highly advanced product by familiarizing the latest technology in the globe. From the production stage up to the delivery of the product, always stick to the international standard organization quality terms. We are certified with ISO 9001:2008 certification.
Our objective is to consistently improve quality and design highly advanced product by familiarizing the latest technology in the globe. From the production stage up to the delivery of the product, always stick to the international standard organization quality terms. We are certified with ISO 9001:2008 certification.Our objective is to consistently improve quality and design highly advanced product by familiarizing the latest technology in the globe. From the production stage up to the delivery of the product, always stick to the international standard organization quality terms. We are certified with ISO 9001:2008 certification.
Our objective is to consistently improve quality and design highly advanced product by familiarizing the latest technology in the globe. From the production stage up to the delivery of the product, always stick to the international standard organization quality terms. We are certified with ISO 9001:2008 certification.Our objective is to consistently improve quality and design highly advanced product by familiarizing the latest technology in the globe. From the production stage up to the delivery of the product, always stick to the international standard organization quality terms. We are certified with ISO 9001:2008 certification.
Our objective is to consistently improve quality and design highly advanced product by familiarizing the latest technology in the globe. From the production stage up to the delivery of the product, always stick to the international standard organization quality terms. We are certified with ISO 9001:2008 certification.Our objective is to consistently improve quality and design highly advanced product by familiarizing the latest technology in the globe. From the production stage up to the delivery of the product, always stick to the international standard organization quality terms. We are certified with ISO 9001:2008 certification.
Our objective is to consistently improve quality and design highly advanced product by familiarizing the latest technology in the globe. From the production stage up to the delivery of the product, always stick to the international standard organization quality terms. We are certified with ISO 9001:2008 certification.Premium Bucket Elevators For Vertical Bulk Material Handling
Premium bucket elevators provide efficient vertical bulk material handling for grains, minerals, chemicals, and aggregates. These reliable systems offer precise quantity control for agriculture, mining, and construction industries with durable performance.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Aircon Handling Systems Private Limited Karnataka, India
Karnataka, India
Industrial Equipment & MachineryManufacturer