undefined
Similar Products







Description
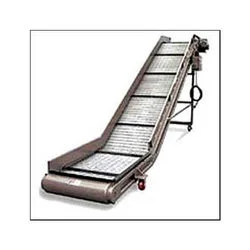
Our industrial bucket elevators represent premium vertical conveying solutions designed for reliable bulk material handling in demanding environments. Constructed with rust-resista...
Our industrial bucket elevators represent premium vertical conveying solutions designed for reliable bulk material handling in demanding environments. Constructed with rust-resistant galvanized frames, these systems ensure exceptional longevity and durability even when handling abrasive materials or operating in challenging conditions. Available in both traditional and modern configurations, we offer flexibility with options for steel buckets with belt systems or plastic buckets with rubber belts. This versatility allows operations to select the perfect configuration for their specific material handling requirements, whether processing industrial materials or sensitive food products. The enclosed design effectively prevents material spillage and contamination while maintaining high operational efficiency and throughput capacity. These elevators serve critical functions across numerous industrial sectors including agriculture, food processing, chemical manufacturing, construction materials, and pharmaceutical production. In agricultural settings, they efficiently handle grains, cereals, and fertilizers with minimal product degradation. Food processing facilities benefit from their hygienic design for handling edible products while meeting strict sanitation standards. Chemical plants utilize them for safe powder and granule transport, while construction material manufacturers rely on them for cement and aggregate handling. The pharmaceutical industry values their contamination-free operation for sensitive material conveyance where purity is paramount. The business value of our bucket elevators lies in their proven reliability, operational efficiency, and long-term cost effectiveness. They significantly reduce manual handling costs, minimize material loss through spillage, and ensure consistent throughput for production lines. The rust-resistant galvanized construction translates to substantially lower maintenance costs and extended service life, providing excellent return on investment. The robust design ensures continuous operation with minimal downtime, while the various configuration options allow for seamless integration into existing production systems. These factors combine to deliver significant operational advantages through improved efficiency and reduced total cost of ownership over the equipment lifespan. Key Features: - Rust-resistant galvanized frames for enhanced durability and longevity - Multiple configuration options with steel or plastic bucket choices - Enclosed design preventing material contamination and spillage - Customizable designs to suit specific space and material requirements - Compatible with various belt materials including rubber and reinforced composites Benefits: - Reduced maintenance costs and extended equipment service life - Flexible configurations to match specific material handling needs - Improved material purity through enclosed contamination-free operation - Space-efficient design maximizing vertical transport capabilities - Consistent performance with minimal downtime for continuous production
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
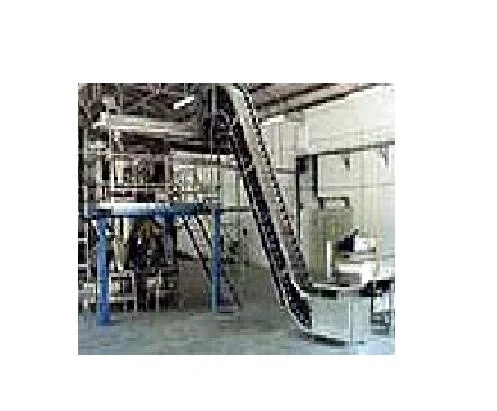
These bucket elevators provide efficient vertical material handling for bulk goods across multiple industries. Their enclosed design minimizes dust and contamination while ensuring smooth, continuous operation in demanding environments. They handle diverse materials including agricultural products, industrial granules, and chemical compounds with consistent reliability and performance. Our elevators serve industries requiring high-capacity vertical conveyance with minimal footprint. Engineered for heavy-duty applications in grain mills, fertilizer plants, food processing facilities, and chemical manufacturing units. The designs accommodate specific material characteristics and space constraints while maintaining operational efficiency and safety standards for continuous production needs. - Vertical grain transport in flour mills and cereal processing plants - Fertilizer handling in agricultural manufacturing and distribution centers - Chemical powder conveyance in pharmaceutical and industrial chemical production - Bulk material movement in cement plants and construction material manufacturing - Food grade material handling in processing facilities requiring hygienic transport
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Best Systems And Services, Tamil Nadu
 Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & Machinery•ManufacturerDistributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Bucket Elevators Rust Resistant Galvanized Frames
Industrial bucket elevators feature rust-resistant galvanized frames for vertical transport of bulk materials like grains, fertilizers, and granules. Available in traditional and modern designs with steel or plastic buckets for reliable industrial material handling.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Best Systems And Services Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & MachineryManufacturer