undefined

Similar Products




Description
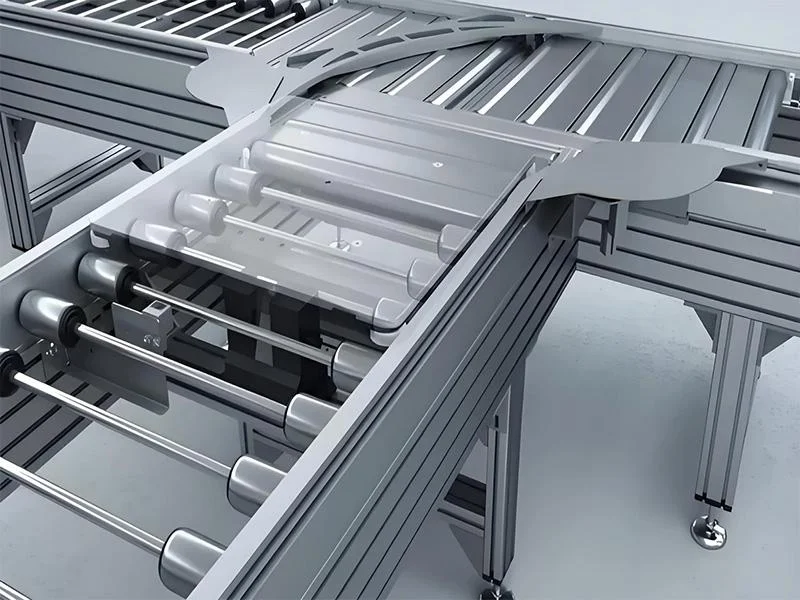
Our industrial heavy duty belt conveyors represent the pinnacle of material handling efficiency and reliability. Engineered for demanding industrial environments, these systems fea...
Our industrial heavy duty belt conveyors represent the pinnacle of material handling efficiency and reliability. Engineered for demanding industrial environments, these systems feature customizable widths and lengths to meet specific operational requirements. Constructed with premium materials including rubber, PVC, and polypropylene belts mounted on robust mild steel frames, our conveyors handle loads ranging from 10kg to 100kg with consistent precision. The durable design ensures reliable performance in various industrial settings, providing smooth and efficient material transportation while maintaining operational consistency. These belt conveyors serve critical functions across multiple industries including manufacturing, logistics, mining, food processing, and packaging. In manufacturing facilities, they streamline production lines by moving components between workstations with precision timing. Logistics companies utilize them for efficient package sorting and transportation within distribution centers. Mining operations rely on their durability for bulk material handling in challenging conditions, while food processing plants benefit from their smooth, contaminant-resistant surfaces for safe product conveyance. The versatility of our conveyor systems makes them indispensable in any environment requiring reliable material movement and operational efficiency. The business value of our belt conveyor systems extends beyond transportation solutions to deliver significant operational advantages. They substantially reduce labor costs, minimize product damage during handling, and increase operational throughput through consistent performance. Their robust construction ensures minimal downtime and reduced maintenance requirements, providing exceptional return on investment through years of reliable service. Built to withstand continuous operation in demanding conditions, these conveyors offer unparalleled reliability and longevity. Every system undergoes rigorous testing before delivery, ensuring they meet the highest industry standards for performance, safety, and operational efficiency in industrial settings. Key Features: - Customizable widths and lengths to fit specific operational requirements - Multiple belt material options including rubber, PVC, and polypropylene - Robust mild steel frame construction for maximum durability - Load capacity ranging from 10kg to 100kg for versatile applications - Engineered for reliable performance in demanding industrial environments Benefits: - Reduced labor costs through automated material handling - Minimized product damage during transportation and handling - Increased operational throughput and efficiency - Minimal downtime with reduced maintenance requirements - Long-term reliability and exceptional return on investment
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our heavy duty belt conveyors efficiently transport materials across production lines, warehouses, and distribution centers. They handle various load types including boxes, packages, and bulk materials with consistent reliability. Available in custom widths and lengths to ensure perfect fit for any operational layout and space requirements. These industrial conveyors serve multiple sectors including manufacturing, packaging, food processing, and logistics. Built with durable materials like rubber, PVC, PP belts and MS frames, they withstand continuous operation in demanding environments. Ideal for assembly lines, sorting systems, and transportation applications requiring robust performance and minimal maintenance. - Assembly line transportation in automotive and electronics manufacturing - Package sorting and movement in logistics and distribution centers - Bulk material handling in mining and construction operations - Food product conveyance in processing and packaging facilities - Warehouse inventory management and order fulfillment systems
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Kuuality Engineers, Maharashtra
 Maharashtra, India
Maharashtra, India
Industrial Equipment & Machinery•ManufacturerDistributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Heavy Duty Belt Conveyors for Material Handling
Industrial heavy duty belt conveyors for material handling offer custom widths and lengths with rubber, PVC, or PP belts on MS frames. Reliable performance for loads from 10kg to 100kg, trusted by industrial buyers worldwide for efficient operations.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Kuuality Engineers Maharashtra, India
Maharashtra, India
Industrial Equipment & MachineryManufacturer




