undefined

Similar Products








Description
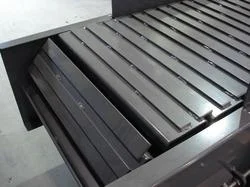
Premium belt conveyors serve as the foundation of efficient material handling systems, designed to move goods seamlessly from one point to another with minimal human intervention. ...
Premium belt conveyors serve as the foundation of efficient material handling systems, designed to move goods seamlessly from one point to another with minimal human intervention. These robust systems feature a continuous belt constructed from materials like rubber, PVC, PU, or nylon, selected based on the specific physical and chemical properties of the products being handled. Factors such as weight, abrasiveness, moisture content, and required hygiene standards determine the ideal belt material. The belt rotates between precisely aligned head and tail pulleys to ensure smooth, consistent movement without slippage or misalignment. Available in multiple configurations including flat, trough, inclined, reversible, shuttle, and tripper types, these conveyors offer exceptional versatility to meet diverse operational requirements. With widths ranging from 400mm to 1500mm, they accommodate everything from fine powders and pigments to heavy bulk materials and unit loads like boxes and bales. This adaptability makes them indispensable in environments where reliability, customization, and continuous operation are critical to success. These conveyor systems find extensive application across multiple industries due to their capability to handle a wide variety of materials efficiently and reliably. In mining and heavy industries, rugged rubber belts transport iron ore, coal, and aggregates, enduring harsh conditions and substantial loads while maintaining performance. The food processing sector depends on hygienic belts made from PU or specialized PVC to move grains, powders, and packaged items, ensuring compliance with strict safety and cleanliness standards. Agricultural operations utilize them for handling harvests like grains and sugar cane bagasse, while manufacturing plants integrate them into assembly lines for moving components and finished products. Warehousing and distribution centers employ belt conveyors for sorting, accumulating, and loading boxes and parcels, streamlining order fulfillment processes. Their application extends to industries dealing with chemicals, pigments, and recycled materials, where specific belt properties resist corrosion, abrasion, or contamination, ensuring long-term reliability. Investing in high-quality belt conveyor systems delivers substantial business value by enhancing operational efficiency, reducing labor costs, and minimizing product damage during transportation. The inherent reliability of these systems ensures continuous production flow, significantly reducing downtime and maintenance expenses. Customization capabilities allow businesses to tailor conveyors to their exact requirements, whether through specific belt materials, incline angles, widths, or special features like reversibility or shuttle capabilities. This suitability for diverse environments—from extreme temperatures in mining to controlled clean rooms in food processing—makes them a versatile solution for various operational challenges. The exceptional quality and durability of these conveyors translate to extended service life, providing strong return on investment. Businesses benefit from improved throughput, enhanced workplace safety, and scalability to accommodate growing operational demands, making premium belt conveyors a strategic, future-proof choice for serious buyers seeking dependable material handling solutions. Key Features: - Constructed from durable materials including rubber, PVC, PU, and nylon to suit various product characteristics - Available in multiple configurations: flat, trough, inclined, reversible, shuttle, and tripper types for operational flexibility - Belt widths range from 400mm to 1500mm, accommodating different load sizes and volumes efficiently - Designed with parallel-aligned head and tail pulleys for smooth operation and reduced wear - Customizable based on specific requirements including material type, incline angle, and operational environment Benefits: - Enhanced operational efficiency through automated material handling and reduced manual labor - Reduced product damage during transit with smooth, controlled movement and minimal spillage - Lower maintenance costs and downtime due to reliable construction and durable components - Improved workplace safety by minimizing manual handling and reducing worker exposure to hazards - Scalable solutions that grow with business needs, supporting long-term operational expansion
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Belt conveyors automate material flow across numerous sectors, handling everything from heavy bulk materials like iron ore and coal to delicate items such as food products and packaged goods. Their design flexibility allows for flat, inclined, or reversible paths, making them suitable for diverse operational layouts and space constraints. Industries rely on them for consistent, controlled movement, reducing manual labor and increasing throughput in manufacturing, processing, and distribution centers. These systems are highly adaptable with widths ranging from 400mm to 1500mm to accommodate various load sizes and volumes. They efficiently transport powders, grains, boxes, bales, and more while ensuring minimal spillage and product damage. The choice of belt material—whether rugged rubber for mining or hygienic PU for food—directly impacts performance, longevity, and suitability for specific environmental conditions or material characteristics. - Mining and quarrying: Transporting heavy bulk materials like iron ore, coal, and aggregates over long distances with high reliability - Food processing and packaging: Moving grains, powders, and packaged items using hygienic, easy-clean belts like PU or specialized PVC - Agriculture: Handling harvested crops such as grains, sugar cane bagasse bales, and other produce efficiently from field to processing - Manufacturing and assembly lines: Moving components, boxes, and finished goods between production stages, supporting logistics - Warehousing and distribution: Sorting, accumulating, and loading boxes, parcels, and bags for order fulfillment and shipping
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Jai Vinayak Enterprises, Maharashtra
 Maharashtra, India
Maharashtra, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Premium Belt Conveyors For Efficient Material Handling In Industries
Premium belt conveyors for efficient material handling across industries. Custom-built with rubber, PVC, PU, or nylon to match specific weight, size, and chemical properties. Reliable smooth operation for bulk or unit goods transport.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Jai Vinayak Enterprises Maharashtra, India
Maharashtra, India
Industrial Equipment & MachineryManufacturer