undefined

Similar Products




Description
Our premium common barley grain represents the highest standard in agricultural commodities, characterized by its distinctive whitish yellow color and exceptional structural streng...
Our premium common barley grain represents the highest standard in agricultural commodities, characterized by its distinctive whitish yellow color and exceptional structural strength. Sourced from reliable cultivators and maintained in new condition throughout our supply chain, this barley meets rigorous quality standards that serious buyers demand. The grain's consistent coloration indicates proper maturation and processing, while its great strength ensures it withstands transportation and handling without compromising integrity. We understand that businesses require dependable raw materials that perform consistently in production environments, which is why we focus on delivering barley that exceeds expectations in both quality and reliability. Our reasonable pricing structure makes this high-quality grain accessible for volume purchases without sacrificing the standards that distinguish premium barley in the marketplace. This versatile barley grain serves critical functions across multiple industrial sectors, each with specific quality requirements. In food manufacturing, it forms the foundation for various products including baked goods, cereals, and health foods where nutritional content and processing performance are paramount. Brewing and distilling industries value our barley for its excellent malting characteristics and consistent fermentation properties that contribute to predictable production outcomes. Animal feed manufacturers incorporate it as a key energy source in balanced rations for livestock, poultry, and aquaculture operations. The whitish yellow color provides immediate visual confirmation of quality, while the grain's structural strength ensures it maintains its nutritional value through processing stages. This combination of attributes makes our barley suitable for operations ranging from small specialty producers to large-scale industrial manufacturers. Businesses choose our barley grain for its proven reliability and consistent performance in diverse applications. The product's new condition and great strength translate to practical advantages including reduced waste, improved processing efficiency, and better yield outcomes. These operational benefits directly impact bottom-line performance while maintaining product quality standards. Our focus on supply chain integrity ensures that every shipment meets the same high standards, providing buyers with confidence in their raw material sourcing. The reasonable pricing structure offers exceptional value without compromising on the quality that distinguishes premium barley in competitive markets. We maintain strict quality control throughout our operations to deliver a product that enhances our clients' manufacturing processes and end products. Key Features: - Common barley type ensuring broad compatibility with existing processing systems - Distinctive whitish yellow color indicating high purity and proper maturation - New condition guaranteeing freshness and optimal nutritional content - Great structural strength for durability during handling and processing - Competitively priced for excellent value in volume purchasing Benefits: - Consistent performance across various industrial applications and processes - High purity levels reducing waste and improving production efficiency - Fresh quality maintaining nutritional value through storage and transportation - Durable structure minimizing damage and loss during handling operations - Cost-effective pricing enabling competitive positioning in final products
Specifications
| productDetailPage.specification.attribute | productDetailPage.specification.value |
|---|---|
| Type | Barley |
| Cultivation Type | Common |
| Color | Whitish Yellow |
| Condition | New |
| Strength | Great |
| Price | Reasonable |
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our common barley grain serves as a versatile foundation for numerous industrial processes. Its whitish yellow coloration indicates high purity levels while the great structural strength ensures excellent performance during malting, grinding, and mixing operations. The grain's new condition guarantees optimal freshness and nutritional integrity, making it suitable for demanding production environments where consistency matters most. This barley maintains its quality through processing, delivering reliable results for manufacturers who prioritize product excellence and operational efficiency in their production lines. Barley's nutritional profile and functional properties make it indispensable across multiple sectors. The grain provides essential carbohydrates, proteins, and dietary fiber that enhance both human food products and animal feed formulations. Its adaptability allows for seamless integration into existing production systems without requiring significant process modifications. The consistent whitish yellow hue serves as a visual quality indicator, while the grain's structural integrity reduces waste during handling and processing, ultimately improving yield and cost-effectiveness for volume users. - Brewing operations: Primary ingredient for malt production in beer manufacturing processes - Animal nutrition: Energy-rich component in formulated feeds for livestock and poultry - Food processing: Base material for barley flour, breakfast cereals, and health food products - Distillery production: Fermentation substrate for whiskey and other spirit manufacturing - Health food manufacturing: Raw material for barley grass powders and nutritional supplements
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Shipping & Logistics
| Shipping Internationally | No | |
| Methods | -- | |
| IncoTerms | -- | |
| Port of Dispatch | Kanchipuram | |
| Packaging Type | -- | |
| Units per Package | -- | |
| Barcode / HSN / GTIN / UPC | -- | |
| Dispatch Lead time | -- |
Company Profile

PASKEY Farm Pvt Ltd, Tamil Nadu
 Tamil Nadu, India
Tamil Nadu, India
Food & Agriculture•ManufacturerTrading CompanyDistributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
Domestic
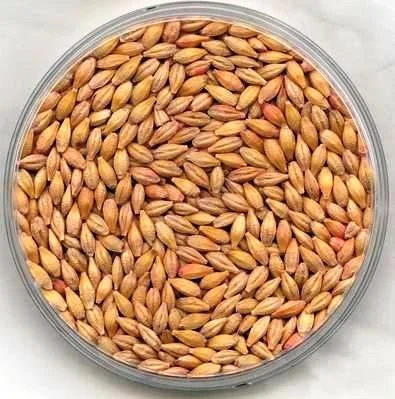
Common Barley Grain Whitish Yellow Great Strength New
Premium common barley grain featuring whitish yellow color and great strength. Ideal for food production, brewing, and animal feed applications with reliable quality and competitive pricing.
Min. Order Quantity: 1 Kilogram
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
PASKEY Farm Pvt Ltd Tamil Nadu, India
Tamil Nadu, India
Food & AgricultureManufacturer





