undefined

Similar Products






Description
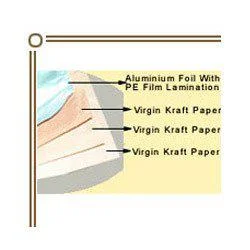
Alu Alu foil represents premium packaging material engineered for demanding applications where product protection is critical. This composite foil combines multiple aluminum layers...
Alu Alu foil represents premium packaging material engineered for demanding applications where product protection is critical. This composite foil combines multiple aluminum layers to create an impenetrable barrier against environmental factors that compromise product quality. Manufactured to exacting standards, our foil ensures consistent performance across pharmaceutical and food packaging operations. The material's exceptional strength and durability make it suitable for high-speed automated packaging lines while maintaining perfect seal integrity. The hard temper formulation provides excellent formability while ensuring the material maintains its structural integrity throughout the packaging process. The pharmaceutical industry relies on Alu Alu foil for blister packaging of tablets and capsules, where moisture protection is critical for drug stability and shelf life. Food manufacturers utilize this material for confectionery products, baked goods, and dairy items that require protection from light, oxygen, and external contaminants. The baking-grade quality ensures food safety compliance while maintaining product freshness. Confectionery companies value the foil's excellent dead-fold characteristics for twist wrapping and its superior barrier properties. These industries benefit from the material's consistent performance, regulatory compliance, and ability to enhance product protection through reliable packaging solutions. Businesses choosing our Alu Alu foil gain significant advantages through enhanced product protection and operational efficiency. The material's reliability translates to reduced packaging failures, minimized product waste, and improved customer satisfaction. Our manufacturing consistency ensures that every roll meets precise specifications, eliminating production line disruptions and maintaining packaging quality standards. The foil's composited structure provides superior barrier properties that extend product shelf life while maintaining safety standards. Companies benefit from consistent quality that builds long-term business relationships and trust in your packaging solutions. Key Features: - Composite aluminum structure for superior barrier protection - Hard temper formulation ensuring excellent formability and strength - Roll format compatible with high-speed packaging machinery - Baking-grade quality meeting food safety standards - Composited treatment for enhanced durability and performance Benefits: - Extended product shelf life through superior barrier protection - Reliable performance in high-speed packaging operations - Compliance with food and pharmaceutical safety standards - Reduced packaging failures and product waste - Consistent quality ensuring operational efficiency
Specifications
| productDetailPage.specification.attribute | productDetailPage.specification.value |
|---|---|
| Temper | Hard |
| Treatment | Composited |
| Type | Roll |
| Use | Baking |
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Alu Alu foil provides exceptional barrier protection against moisture, light, and oxygen, making it essential for sensitive products in regulated industries. Its composited structure and hard temper ensure durability while maintaining excellent formability for high-speed packaging operations. The material's consistent performance and baking-grade quality make it suitable for various demanding applications where product integrity is paramount. This foil's robust characteristics make it ideal for pharmaceutical blister packaging and food protection needs. Industries value its ability to preserve freshness and prevent contamination throughout distribution cycles. The roll format ensures compatibility with automated packaging lines, while the material's strength maintains seal integrity under various conditions. Its reliability makes it a preferred choice for businesses requiring consistent, high-quality packaging solutions. - Pharmaceutical blister packaging for tablets and capsules requiring moisture barrier - Confectionery wrapping for chocolates and sweets needing light protection - Bakery product packaging for extended freshness and contamination prevention - Medical device packaging ensuring sterility and tamper evidence - Dairy product wrapping for butter and cheese requiring oxygen barrier
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Shipping & Logistics
| Shipping Internationally | No | |
| Methods | -- | |
| IncoTerms | -- | |
| Port of Dispatch | Jodhpur | |
| Packaging Type | -- | |
| Units per Package | -- | |
| Barcode / HSN / GTIN / UPC | -- | |
| Dispatch Lead time | -- |
Company Profile

Daga Poly Laminators (P) Ltd, Rajasthan
 Rajasthan, India
Rajasthan, India
ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory Size1000-5000 sqm
Annual Production Capacity0
Main Markets
Eastern Asia
South Asia
Southeast Asia
Quality & Certification
We have facilitated our quality control unit with some latest testing equipment such as:
- Bursting Strength tester
- Lab. Foil sealer
- Lab. Cup sealer
- Peel and Seal strength tester
- Pin hole counter
- Digital Weighing scale
- GSM calculator
- Digital controlled oven
- Digital controlled hot plate Viscosity and dyne measuring facility
We have facilitated our quality control unit with some latest testing equipment such as:
- Bursting Strength tester
- Lab. Foil sealer
- Lab. Cup sealer
- Peel and Seal strength tester
- Pin hole counter
- Digital Weighing scale
- GSM calculator
- Digital controlled oven
- Digital controlled hot plate Viscosity and dyne measuring facilityAlu Alu Foil Roll For Pharmaceutical Blister And Food Packaging
Premium Alu Alu foil rolls for pharmaceutical blister and food packaging. Hard temper, composited structure ensures high-barrier protection, product safety, and extended shelf life. Trusted for reliability and compliance.
Min. Order Quantity: 1 Pieces
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Daga Poly Laminators (P) Ltd Rajasthan, India
Rajasthan, India
Manufacturer







