undefined

Similar Products







Description
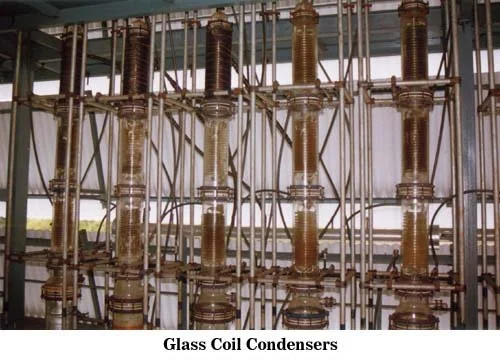
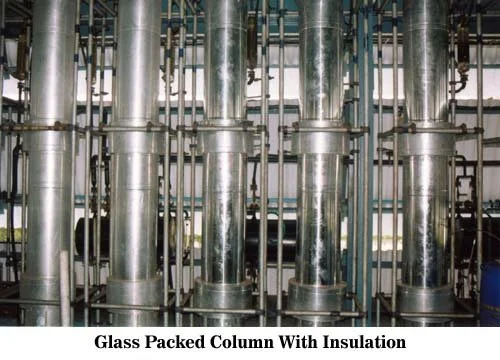
GARG INDIA reflux distillation units represent precision engineering for chemical processing and laboratory applications. Manufactured in Maharashtra, India, these transparent glas...
GARG INDIA reflux distillation units represent precision engineering for chemical processing and laboratory applications. Manufactured in Maharashtra, India, these transparent glass systems provide quality distillation performance for various industrial needs. The versatile design functions as both reaction distillation units and fractional distillation units, incorporating all features of both systems in one efficient package. Available in multiple vessel sizes from 20L to 300L, these units operate effectively under both atmospheric pressure and full vacuum conditions, ensuring flexibility for diverse processing requirements and chemical applications. These distillation systems find extensive usage across pharmaceutical manufacturing, chemical processing, essential oil extraction, and research laboratories. The pharmaceutical industry utilizes them for purifying active pharmaceutical ingredients and solvents, while chemical manufacturers rely on them for separation and purification processes. Research institutions employ these units for experimental studies, and essential oil producers use them for extracting pure concentrates from botanical materials. The petrochemical industry also benefits from their fractionation capabilities for hydrocarbon mixtures and chemical separations. The business value of these reflux distillation units lies in their reliability, quality construction, and operational efficiency. They deliver consistent performance for serious buyers seeking durable laboratory equipment that maintains precision over extended periods. The reasonable pricing combined with on-time delivery ensures excellent return on investment for distributors and wholesalers. These units differentiators include unique quality construction, adaptable configurations, and proven reliability in demanding industrial environments, making them ideal for buyers requiring trustworthy chemical processing equipment. Key Features: - Available in multiple capacity options from 20L to 300L reactors - Operates under both atmospheric pressure and full vacuum conditions - Transparent glass construction for process visibility and monitoring - Combination reaction and fractional distillation capabilities - Customizable vessel sizes and configuration options Benefits: - Enhanced process control through visible monitoring capabilities - Versatile operation across multiple pressure conditions - Flexible capacity options to match production requirements - Dual functionality for both reaction and separation processes - Reliable performance in demanding industrial environments
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our reflux distillation units serve critical functions in chemical processing and laboratory research. These systems enable precise separation of complex mixtures through controlled heating and condensation cycles. The versatile design supports both reaction and fractional distillation processes in a single unit, making them ideal for multi-step chemical operations and purification needs across various industrial settings. These distillation systems are engineered for pharmaceutical manufacturing, essential oil extraction, chemical synthesis, and research laboratories. The units handle various capacities from 20L to 300L, accommodating both atmospheric pressure and full vacuum operations. Their robust construction ensures consistent performance across different industrial environments and processing requirements while maintaining precision and reliability. - Pharmaceutical industry for purifying active ingredients and solvents - Essential oil extraction from botanical materials and herbs - Chemical manufacturing for separation and purification processes - Research laboratories for experimental distillation and reaction studies - Petrochemical industry for fractionating hydrocarbon mixtures
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Shipping & Logistics
| Shipping Internationally | No | |
| Methods | -- | |
| IncoTerms | -- | |
| Port of Dispatch | MUMBAI | |
| Packaging Type | -- | |
| Units per Package | -- | |
| Barcode / HSN / GTIN / UPC | -- | |
| Dispatch Lead time | -- |
Company Profile
GARG PROCESS GLASS INDIA PVT LTD, Maharashtra
 Maharashtra, India
Maharashtra, India
ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Laboratory Reflux Distillation Units For Chemical Separation And Reaction
GARG INDIA laboratory reflux distillation units for precise chemical separation and reaction processes. Versatile glassware for fractional distillation with reliable performance and custom sizing options. Trusted by industries for quality and durability.
Min. Order Quantity: 1 Set
Price$100
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
GARG PROCESS GLASS INDIA PVT LTD Maharashtra, India
Maharashtra, India
Manufacturer